ما هو ماكينة بثق البلاستيك؟ كيف يتم بناء نظام إنتاج كامل حول منتجك
ماكينة بثق البلاستيك ليس آلة واحدة. إنه نظام إنتاج كامل - من تغذية المواد الخام إلى تجميع المنتج النهائي - مصمم لإنتاج منتج بلاستيكي محدد باستمرار بأبعاد ثابتة وجودة ثابتة.
إذا لم تكن على دراية بعملية البثق نفسها، فابدأ بما يلي ما هو بثق البلاستيك؟. إذا كنت ترغب في فهم الطارد - الماكينة المركزية في أي خط - انظر ما هي ماكينة بثق البلاستيك؟. لإلقاء نظرة فاحصة على المعدات التي تأتي بعد الطارد، انظر المعدات النهائية في بثق البلاستيك.
تدور هذه المقالة حول الخط ككل - وليس ما يفعله كل مكون، ولكن كيف ولماذا يتم تحديد تكوين خط معين حسب المنتج الذي يحتاج إلى إنتاجه.

1. كل سطر يتم هندسته عكسياً من المنتج
لا يوجد ما يسمى بخط البثق القياسي. يتم تكوين كل خط من خلال العمل بشكل عكسي من خلال ما يحتاج العميل إلى إنتاجه: المادة والمقطع العرضي وتفاوتات الأبعاد ومعدل الإنتاج المطلوب. كل قرار من هذه القرارات يقود إلى اختيار مكون معين - ويجب أن تعمل هذه المكونات معًا كنظام.
تحدد المادة التي تحدد المسمار
برغي الطارد هو المكون الأول الذي يجب تحديده، ويتم تحديده في المقام الأول من خلال البوليمر الذي تتم معالجته. فالمواد المختلفة لها سلوك ذوبان ولزوجة وحساسية حرارية مختلفة اختلافًا جوهريًا - ويجب تصميم البرغي ليتناسب مع ذلك.
أهم المعلمات اللولبية هي نسبة الضغط (نسبة عمق قناة التغذية إلى عمق قناة القياس) و نسبة الطول إلى القطر (L/D). هذه ليست اعتباطية - بل تمليها الخواص الفيزيائية للبوليمر:
| البوليمر | نسبة الضغط | L/D النموذجي | لماذا |
|---|---|---|---|
| بولي إيثيلين (بولي إيثيلين) | 3-4 | 24-30:1 | بلوري، مستقر حرارياً، يتدفق بسهولة - يتحمل الضغط العالي |
| بولي بروبيلين (بولي بروبيلين) | 3.5-4 | 24-30:1 | مشابه للبولي إيثيلين البولي إيثيلين - ثبات حراري جيد، ويحتاج إلى ضغط كافٍ للذوبان |
| بولي كلوريد الفينيل الصلب | ~2.5 | 20-24:1 | حساس للغاية للحرارة - أقل طاقة تنشيط للتدهور الحراري بين المواد البلاستيكية الشائعة (20 كيلو كالوري/مول مقابل 46 للبولي إيثيلين البولي بروبيلين و65 للبولي بروبيلين). موصلية حرارية ضعيفة (0.19 واط/م كلفن (0.19 واط/م كلفن)، ثلث البولي إيثيلين). يجب استخدام ضغط منخفض لتجنب التدهور. |
| السلطة الفلسطينية (نايلون) | 3-3.5 | 18-20:1 | نطاق ذوبان ضيق، ولزوجة منخفضة، وتدفق عالٍ - يحتاج إلى تصميم لولبي سريع الانتقال. استرطابي - يتطلب تجفيفًا مسبقًا |
| PC (بولي كربونات) | 2-3 | 20-22:1 | لزوجة عالية، استرطابية قوية - تحتاج إلى التحكم في الضغط وإدارة الرطوبة |
بيانات نسبة الضغط: كالشاين, برغي ليسون. الخواص الحرارية لـ PVC: كاناديمي. أساسيات نسبة الضغط: تكنولوجيا البلاستيك.
لن يعمل البرغي المصمم لـ PE بشكل صحيح مع PVC - فالضغط شديد للغاية بالنسبة للمادة الحساسة للحرارة. يتميز البرغي المصمم لـ PA بمظهر انتقالي سريع من شأنه أن يتسبب في ضعف الذوبان في البولي إيثيلين البولي إيثيلين. ولهذا السبب يتم دائمًا تحديد براغي البثق للمادة المستهدفة، ولا يتم اختيارها من كتالوج عام.
شكل المنتج يحدد القالب
يتم تصميم قالب البثق لمطابقة المقطع العرضي للمنتج المستهدف. ينتج قالب الأنبوب شكل حلقي. وينتج القالب الجانبي مقطع عرضي مخصص - والذي يمكن أن يكون صلبًا أو مجوفًا أو متعدد الحجرات. يتم تصميم هندسة هندسة القالب وتصميم قناة التدفق وطول الأرض بما يتناسب مع أبعاد المنتج المحددة.
تحدد متطلبات المنتج في المرحلة النهائية
يتم اختيار كل شيء بعد القالب - التحجيم والتبريد والسحب والقطع والتجميع - بناءً على ما يحتاجه المنتج:
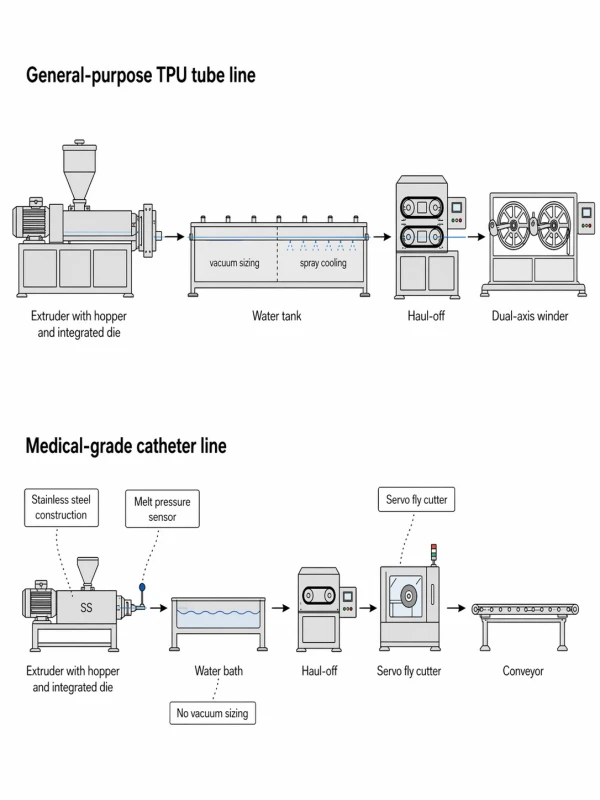
- يحتاج الأنبوب الصلب إلى معايرة التفريغ لقفل القطر الخارجي بينما لا تزال المادة لينة. قد تحتاج الأنبوبة المرنة إلى حمام مائي فقط - حيث توفر مرونة المادة ثباتًا كافياً في الأبعاد دون تفريغ.
- يحتاج الملف الشخصي المعقد إلى كتل المعايرة - كتل فولاذية متعددة مبردة بالماء داخليًا تقيد الشكل من جميع الاتجاهات أثناء التصلب. لا يحتاج الأنبوب الدائري البسيط إلى هذا المستوى من التقييد متعدد الاتجاهات.
- يحتاج المنتج الذي يباع بأطوال ثابتة إلى قاطع دقيق. يحتاج المنتج الذي يباع في لفائف إلى نظام اللف مع التحكم في الشد.
هذه ليست ملحقات تضاف إلى ماكينة قياسية. فهي أجزاء لا تتجزأ من خط الإنتاج، ويتم اختيار كل منها لأن المنتج يتطلب ذلك.
2. منتجات مختلفة، خطوط إنتاج مختلفة - حتى مع نفس المواد
الطريقة الأكثر شيوعًا لشرح الاختلافات في خطوط البثق هي حسب نوع المنتج: خطوط الأنابيب، وخطوط المقاطع الجانبية وخطوط الألواح، وخطوط الأنابيب. وهذا صحيح - تختلف المعدات النهائية لخط الأنابيب وخط المظهر الجانبي اختلافًا جوهريًا.
ولكن هناك طبقة ثانية غالبًا ما يتم تجاهلها: نفس المادة، التي تتم معالجتها في منتجات مختلفة لتطبيقات مختلفة، ينتج عنها تكوينات خطوط مختلفة تمامًا.
الطبقة 1: نوع المنتج يحدد هيكلية الخط
خط الأنابيب مقابل الخط الجانبي - يختلف قسم التحجيم اختلافًا جوهريًا:
| خط الأنابيب | خط الملف الشخصي | |
|---|---|---|
| الموت | قالب حلقي (مقطع عرضي دائري) | قالب التشكيل الجانبي المخصص (مقطع عرضي معقد) |
| التحجيم | غلاف التحجيم بالتفريغ - يعمل الضغط السلبي على تثبيت الأنبوب اللين على غلاف معدني، والتحكم في الطول العمودي والاستدارة | كتل المعايرة - كتل فولاذية متعددة مبردة بالماء داخليًا مزودة بمنافذ تفريغ الهواء، مما يقيد الشكل من اتجاهات متعددة |
| لماذا الاختلاف | الأنبوب متماثل محوريًا - يوفر الغلاف الواحد قيدًا موحدًا حول المحيط | المظهر الجانبي غير متماثل وغالبًا ما يكون متعدد الحجرات - يتطلب تقييدًا متعدد الاتجاهات أثناء التبريد |
| التبريد | خزان تفريغ الهواء + أحواض تبريد الرذاذ | التبريد الداخلي للمياه في كتل المعايرة + خزانات المياه في المصب |
| القطع | قاطع أو منشار بدون شرائح أو منشار، تتبع سرعة الخط | قطع بالمنشار، متكيف مع المقطع العرضي المعقد |
كلا النوعين يستخدمان التبريد المائي - الفرق ليس “الرطب مقابل الجاف” ولكن هيكل قسم التحجيم. يتم تحجيم الأنابيب بواسطة غلاف أسطواني واحد داخل خزان تفريغ. يتم تحجيم المقاطع الجانبية بواسطة سلسلة من الكتل المعدنية ذات الشكل الذي يتطابق مع المقطع العرضي للمقطع الجانبي.
طرق تحجيم الأنابيب: كونير - ثلاثة أنواع أساسية لأدوات التحجيم الأساسية. معايرة الملف الشخصي: تقنية البلاستيك - كيفية قياس ومعايرة الأجزاء الجانبية. اختيار أدوات الأنابيب: تكنولوجيا البلاستيك - كيفية اختيار الأدوات المناسبة لبثق الأنابيب.
3. أداء الخط يعتمد على مطابقة النظام
بمجرد اختيار المكونات المناسبة، يجب أن تعمل معًا. خط البثق هو عملية مستمرة - تتدفق المواد من التغذية إلى المنتج النهائي دون انقطاع. أي عدم استقرار في إحدى المراحل ينتشر في المرحلة النهائية.
السلسلة الحرجة هي
ثبات التغذية ← اتساق الذوبان ← تزامن الإخراج-التحويل-التبريد ← اتساق التبريد ← أبعاد المنتج النهائي
- إذا كانت التغذية غير متناسقة، فإن ناتج الطارد يتذبذب - ويتحرك معه كل قياس في المصب (سمك الجدار، الوزن لكل متر، العمق).
- إذا كان مخرجات الطارد وسرعة السحب غير متزامنة، تتغير نسبة السحب إلى الأسفل ويتغير سمك الجدار - حتى لو لم يلمس أحد الإعدادات.
- إذا كان التبريد غير متساوٍ، فقد يترك المنتج قسم التحجيم في حالة جيدة ولكن قد يتشوه أو يتشوه بعد ذلك.
في خطوط تشغيل المنتجات ذات الأبعاد الحرجة، تربط أنظمة الحلقة المغلقة هذه المراحل معًا. A نظام التحكم في الوزن بمقياس الجاذبية الوزني يقيس الاستهلاك الفعلي للمواد ويضبط سرعة اللولب أو السحب اللولبي للحفاظ على الوزن المستهدف لكل متر - مما يزيل وقت رد فعل المشغل من المعادلة. A نظام تحكم قائم على PLC ينسق درجات الحرارة والسرعات والضغوط عبر خط الإنتاج بأكمله من واجهة واحدة، مع تخزين الوصفة بحيث يمكن استدعاء الإعدادات التي تم التحقق من صحتها لتكرار عمليات الإنتاج. بالنسبة للمنتجات ذات التفاوتات الضيقة، فإن نظام المضخة الذائبة يوفر طبقة إضافية من ثبات الإخراج عن طريق فصل ضغط القالب ميكانيكيًا عن سلوك البرغي.
ليس المقصود أن كل خط يحتاج إلى كل نظام تحكم. بل إن مكونات خط الإنتاج ليست آلات مستقلة - بل هي أجزاء من نظام واحد يتحدد أداؤها بمدى توافقها مع بعضها البعض ومع المنتج.
بالنسبة للخطوط التي تعمل على إعادة الطحن أو المواد المعاد تدويرها، فإن مغير شاشة البثق يوفر ترشيحًا مستمرًا للذوبان لحماية جودة المنتج.
4. اختبار قبول المصنع: التحقق من قدرة الإنتاج قبل التسليم
يتم التحقق من الخط المهيأ بشكل صحيح قبل أن يغادر المصنع من خلال اختبار قبول المصنع (FAT). والغرض من اختبار قبول المصنع (FAT) واضح ومباشر: تشغيل خط الإنتاج، وإنتاج المنتج، والتأكد من أن القالب والمعدات النهائية توفر الأبعاد المستهدفة للعميل.
تحدد مرحلة التصميم والحساب التكوين النظري. لكن التصميم النظري والإنتاج الفعلي لا يتطابقان أبدًا - قد يختلف سلوك تدفق القالب ومعدلات التبريد وظروف التحجيم في الممارسة العملية عما تم حسابه. إن FAT هو المكان الذي يتم فيه تحديد هذه الاختلافات وتصحيحها.
كيف يعمل على أرض الواقع
بالنسبة للمواد القياسية - البولي بروبيلين والبولي بروبيلين والبولي كلوريد الفينيل والبولي كلوريد متعدد الفينيل والبولي كلوريد الفينيل والبوليمرات السلعية المماثلة - يتم إجراء الاختبار باستخدام المواد الخاصة بالشركة المصنعة. إن أنظمة المواد المضافة العالمية ونسب التركيبات لهذه البوليمرات راسخة ومتسقة بين الموردين، وبالتالي فإن سلوك المعالجة يمثل ما سيستخدمه العميل في الإنتاج.
بالنسبة للمواد المعدلة أو المركبة - TPE أو الخلطات المخصصة أو التركيبات المتخصصة حيث يعتمد سلوك المعالجة على وصفة المركب المحدد - يشحن العميل 10-20 كجم من مواد الإنتاج الفعلية إلى المصنع. ثم يتم تشغيل FAT مع راتنج العميل لضمان أداء الخط بشكل صحيح مع تلك التركيبة المحددة.
ما يتم التحقق منه
التركيز الأساسي لـ FAT هو دقة أبعاد القالب: هل يمكن للقالب وأدوات المعايرة والمعدات النهائية إنتاج أبعاد المنتج المستهدفة للعميل؟ وهذا يشمل القطر الخارجي، وسُمك الجدار، وهندسة المقطع العرضي، والتشطيب السطحي.
إذا لم تكن الأبعاد ضمن المواصفات، يتم تعديل القالب أو الأدوات على الفور - في المصنع، حيث يتوفر الفريق الهندسي والقدرة على التصنيع. هذه هي القيمة الأساسية لـ FAT: يتم العثور على المشاكل وإصلاحها قبل شحن الخط، وليس بعد وصوله إلى منشأة العميل.
5. قبل تقييم الخط: خمسة أمور يجب تحديدها أولاً
إذا كنت تحدد خط البثق - سواء كنت تطلب عرض أسعار، أو تقارن بين الموردين، أو تقيّم عرضًا - فهذه هي الأشياء الخمسة التي يجب تحديدها قبل أن يكون تكوين الخط ذا معنى.
إذا كنت تحدد خط البثق - سواء كنت تطلب عرض أسعار، أو تقارن بين الموردين، أو تقيّم عرضًا - فهذه هي الأشياء الخمسة التي يجب تحديدها قبل أن يكون تكوين الخط ذا معنى.
1. رسم المنتج أو العينة - هندسة المقطع العرضي الدقيق مع الأبعاد والتفاوتات المسموح بها. بالنسبة للأنابيب: OD، وسُمك الجدار، ونطاق التفاوت المسموح به. للمقاطع الجانبية: رسم مقطع عرضي كامل. بالنسبة للأنابيب: المعرف، والعرض الخارجي، وسُمك الجدار.
بالنسبة للمنتجات متعددة الطبقات (البثق المشترك): سُمك جدار كل طبقة على حدة، وليس فقط الإجمالي. يتم إنتاج كل طبقة بواسطة آلة بثق منفصلة من خلال قناة تدفق مخصصة في قالب البثق المشترك. وتحدد أبعاد كل طبقة على حدة عدد الطاردات المطلوبة، وكيف يتم تحديد حجم كل واحدة منها، وكيفية تصميم القالب.
وبعيدًا عن الهندسة، تؤثر سماكة الطبقة أيضًا على الخواص الميكانيكية - مقاومة الضغط وأداء الحاجز وقوة الترابط بين الطبقات.
إذا لم تكن متأكدًا من توزيع الطبقات، يمكن للشركة المصنعة المؤهلة تقديم توصيات مرجعية. ولكن نقطة البداية دائماً هي عينة أو مواصفات المنتج المستهدف، وليس افتراض الشركة المصنعة.
2. المواد - البوليمر والدرجة المحددة. PE100 و PE80 مختلفان. يتطلب البولي كلوريد الفينيل الصلب والبولي كلوريد الفينيل المرن تصميمات براغي مختلفة. تتم معالجة مركب TPE مع حشو 30% بشكل مختلف عن مركب TPU الأنيق. إذا كنت تستخدم مادة معدلة أو متخصصة، فقم بتجهيز ورقة البيانات.
3. تفاوتات الأبعاد - النطاق المقبول لأبعادك الحرجة. وهذا يحدد مستوى التحجيم والمراقبة والتحكم المطلوب. يتطلب التفاوت المسموح به للجدار ± 0.1 مم معدات مختلفة عن ± 0.5 مم.
4. معدل المخرجات - كم كيلوغرامًا في الساعة أو مترًا في الدقيقة التي تحتاج إليها. وهذا يحدد حجم الطارد، وقوة المحرك، وطول التبريد، وسعة السرعة النهائية.
كن واقعيًا: معدل الإخراج مقيد بالمنتج نفسه. تحتاج الجدران السميكة إلى وقت تبريد أطول. تحتاج الملامح المعقدة إلى سرعات خط أبطأ لمعايرة مستقرة. بالنسبة للمنتجات ذات الدقة الحرجة - مثل الأنابيب الطبية أو التشكيلات الجانبية ذات التفاوتات الضيقة - يجب أن تكون دقة الأبعاد لها الأولوية على السرعة. يعني الإنتاج الأعلى عمومًا وقتًا أقل للتبريد والتحجيم، مما يقلل من ثبات الأبعاد.
إذا طلبت سرعة تتجاوز ما يمكن أن تدعمه هندسة المنتج والمواد فعليًا، فسيتطلب الخط أقسام تبريد أطول بشكل غير متناسب - أو ببساطة لا يمكن أن يقدم جودة مستقرة بهذا المعدل. ستساعدك الشركة المصنعة المؤهلة على إيجاد التوازن العملي بين الإنتاج والدقة لمنتجك المحدد.
5. نموذج التسليم - كيفية خروج المنتج النهائي من خط الإنتاج: القطع إلى أطوال ثابتة (وما هي الأطوال)، أو لفه (وما هو حجم/وزن الملف)، أو لفه على بكرات. وهذا يحدد معدات القطع والتكديس واللف والتعبئة في نهاية الخط.
للاطلاع على إطار عمل مفصل حول مقارنة عروض الأسعار بمجرد تحديدها، راجع موقعنا قائمة مراجعة عروض أسعار خط البثق.
الأسئلة الشائعة
ما الفرق بين خط البثق وجهاز البثق؟
الطارد هو آلة واحدة تقوم بصهر ودفع البلاستيك من خلال قالب. خط البثق هو نظام الإنتاج الكامل - الطارد، والقالب، ومعدات التحجيم، والتبريد، والسحب، والقطع أو اللف، وجميع المعدات المساعدة - اللازمة لإنتاج منتج نهائي بشكل مستمر. الطارد هو أحد مكونات الخط.
لماذا لا يمكنني استخدام خط البثق نفسه لمنتجات مختلفة؟
لأن البرغي، والقالب، ومعدات التحجيم، ونظام التبريد، وطريقة القطع يتم اختيارها جميعًا لمادة معينة وهندسة المنتج. فالبرغي المصمم للبولي إيثيلين البولي إيثيلين له نسبة ضغط خاطئة بالنسبة للبلاستيك PVC. لا يمكن لخزان تحجيم التفريغ المصمم للأنابيب الصلبة معايرة التشكيل الجانبي المعقد. يمكن إعادة استخدام بعض المكونات (مثل الطارد) عبر المنتجات مع تغيير الأدوات، ولكن المعدات النهائية عادةً ما تكون خاصة بالمنتج.
ما الذي يحدد تكلفة خط البثق؟
محركات التكلفة الرئيسية هي حجم الطارد (قطر اللولب وقوة المحرك)، وتعقيد القالب وأدوات التحجيم، وطول معدات التبريد ونوعها، ومستوى الأتمتة والتحكم، وأي متطلبات خاصة مثل محركات المؤازرة، والقياس المضمن، أو البناء المتوافق مع غرف التنظيف. يمكن أن يختلف خطان ينتجان نفس النوع من المنتجات اختلافًا كبيرًا في التكلفة اعتمادًا على التفاوتات في الأبعاد ومعدل الإنتاج ومتطلبات التطبيق.
ما هو اختبار قبول المصنع (FAT) وما أهميته؟
اختبار FAT هو اختبار إنتاج يتم إجراؤه في مصنع الشركة المصنعة قبل شحن الخط. والغرض منه هو التحقق من أن القالب والمعدات النهائية تنتج أبعاد المنتج المستهدفة للعميل. نظرًا لأن حسابات التصميم والإنتاج الفعلي دائمًا ما يكون هناك بعض الاختلافات بين حسابات التصميم والإنتاج الفعلي، فإن اختبار FAT يحدد هذه الاختلافات ويصححها بينما لا يزال الفريق الهندسي وأدوات التصنيع متاحة - مما يجنبك إجراء تعديلات مكلفة بعد التركيب في موقع العميل.
استكشف المواضيع
تصفية حسب المواصفات
هل لديك أسئلة فنية؟
فريقنا الهندسي جاهز لمساعدتك في عملية البثق أو تكوين الماكينة.

جيسون شين
جيسون هو مؤسس آلة البثق جينكسين ومهندس مخضرم يتمتع بخبرة عملية تزيد عن 20 عامًا في مجال الماكينات البلاستيكية.
بدأ مسيرته المهنية في الورشة وأتقن كل التفاصيل الفنية - من الأسلاك الكهربائية إلى استكشاف الأخطاء وإصلاحها المعقدة.
واليوم، يشرف شخصياً على عمليات الفحص النهائية، مما يضمن أن كل ماكينة يتم تصنيعها بخبرة فنية عميقة وموثوقية تم اختبارها ميدانياً.
مزيد من القراءة
عرض أسعار خط البثق: ما يتضمنه وما يجب التحقق منه قبل الشراء
هل تقارن بين عروض أسعار خطوط البثق؟ استخدم هذه القائمة المرجعية لنطاق التوريد لمعرفة ما هو مشمول وما هو مستبعد عادةً وما هو...مبادل غربال البثق وترشيح الذوبان: كيفية تقليل التلوث وتذبذب الضغط
دليل عملي لمبدلات الغربال في بثق البلاستيك - كيف يتحكم الترشيح بالذوبان في التلوث، ولماذا تتسبب تغييرات الغربال في الضغط...




