Поиск и устранение неисправностей при экструзии пластмасс: Практическое руководство по быстрой диагностике проблем на линии
Lede
Поиск и устранение неисправностей при экструзии пластмасс становится медленным и дорогостоящим, когда операторы реагируют на симптомы, не определив предварительно тип проблемы. Проблема с размерами, проблема с подачей, загрязнение или сбой на конкретной станции - все эти проблемы могут выглядеть срочными, но они не подчиняются одной и той же логике. Самый быстрый способ устранения неполадок на экструзионной линии - сначала классифицировать проблему, а затем следовать правильному пути диагностики вместо того, чтобы вслепую регулировать настройки.
В этой статье вы узнаете:
- Почему в большинстве случаев устранение неисправностей в экструзии не удается из-за порядка диагностики, а не из-за отсутствия усилий
- Как отнести любую проблему экструзионной линии к одной из четырех повторяющихся категорий, прежде чем приступать к настройкам
- Когда следует использовать подход, ориентированный на симптомы, а когда - на состояние больного
- Самые распространенные ошибки, из-за которых диагностировать линию становится сложнее, а не проще
- Как распознать, когда многочисленные симптомы указывают на проблему на уровне системы, а не на отдельную причину
- Как организована эта серия по поиску и устранению неисправностей, чтобы вы могли глубже разобраться с конкретным типом проблемы
1. Почему устранение неисправностей экструзии пластмасс часто становится запутанным
Большинство неудач при устранении неисправностей экструзии связано с неправильным порядком диагностики, а не с отсутствием усилий.
В реальном производстве операторы редко сталкиваются с одной проблемой чистоты. На линии может наблюдаться нестабильная производительность, небольшое смещение толщины стенок и случайные дефекты поверхности одновременно. Под давлением необходимости поддерживать производство, естественно, сразу же начать регулировать параметры - скорость шнека, скорость транспортировки, температуру или условия охлаждения.
Проблема в том, что ранняя корректировка часто скрывает истинную причину, а не устраняет ее. Одно изменение может временно улучшить симптом, в то время как другая часть процесса продолжает дрейфовать. После нескольких корректировок стабилизировать линию становится не легче, а сложнее.
Еще один источник путаницы - смешение симптома и причины. “Линия нестабильна” - это не диагноз. Это всего лишь описание. Если не отделять происходящее от причин, поиск неисправностей превращается в гадание.
Структурированный подход уменьшает эту путаницу. Вместо того чтобы спрашивать: “Что я должен изменить?”, лучше задать вопрос: “Какого типа эта проблема?”.”
2. Начните с классификации проблемы, а не с угадывания ее причины
Первый шаг в устранении неполадок - определить класс проблемы, а не угадать настройки машины.
Большинство проблем экструзии можно разделить на небольшое количество повторяющихся категорий. Как только категория определена, следующий шаг становится гораздо более простым.
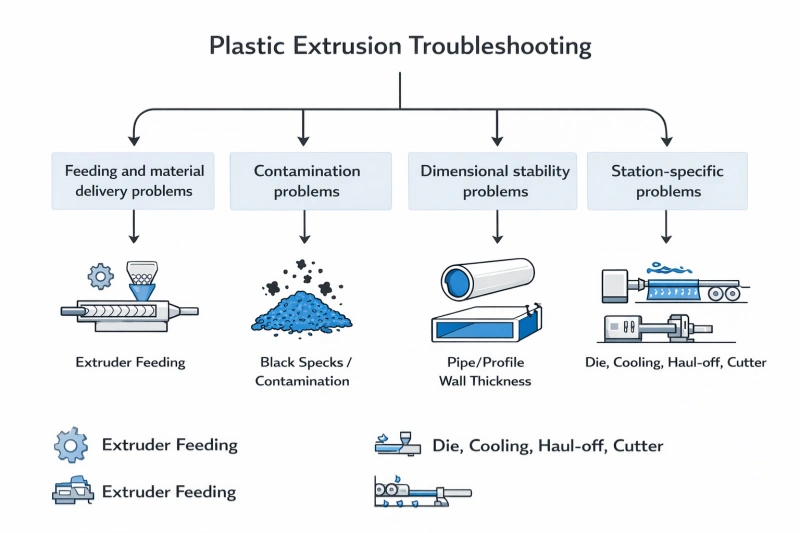
2.1 Проблемы с подачей и доставкой материала
Типичные признаки включают:
- Неправильная подача экструдера
- колебания производительности
- засорение материала в бункере
- Проблемы с охлаждением горла
Эти проблемы связаны с тем, как материал поступает в экструдер и движется через него.
→ См. [Почему мой экструдер не подается?]
2.2 Проблемы загрязнения и чистоты материалов
Типичные признаки включают:
- чёрные пятна
- сгоревшие частицы
- неизвестные источники загрязнения
Эти проблемы часто ошибочно диагностируются как “проблемы с материалом” без определения места загрязнения. При обнаружении загрязнения в первую очередь следует быстро проверить устройство смены экрана - Загруженный экранный пакет - один из наиболее часто игнорируемых источников.
→ См. [Черные пятна и загрязнения при экструзии].
2.3 Проблемы размерной устойчивости
Типичные признаки включают:
- изменение толщины стенки
- дрейф наружного диаметра
- нестабильность веса
- изменение размеров после регулировки скорости
Эти проблемы обычно отражают дисбаланс между производством, транспортировкой и стабилизацией на нижнем участке. Для жестких изделий, таких как трубы, отклонение размеров имеет прямые последствия в соответствии с такими стандартами, как ISO 4427
→ См. [Дрейф размеров и изменение толщины стенок при экструзии]
2.4 Механические или технологические проблемы, характерные для конкретной станции
Типичные признаки включают:
- проблемы, локализованные на фильере, калибровке, охлаждении, транспортировке или резаке
- проблемы, которые явно возникают на одном участке линии
В этих случаях для поиска неисправностей следует руководствоваться физической схемой линии.
→ См. [Устранение неисправностей по станциям].
3. Поиск и устранение неисправностей по принципу "симптом - первый" и "станция - первая
Правильное устранение неисправностей зависит от того, следует ли следовать за симптомом или сначала осмотреть станцию.
На практике существует два правильных способа решения проблемы, и выбор неправильного способа приводит к потере времени.
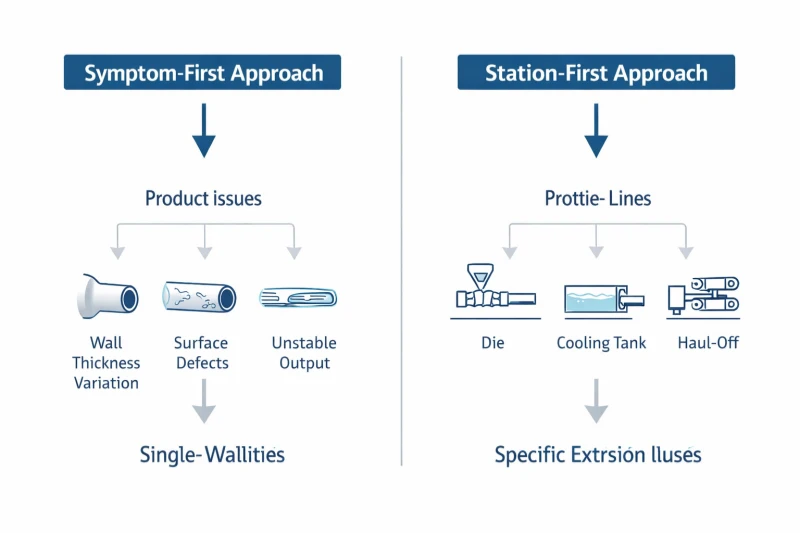
Подход, ориентированный на симптомы
Используйте его, когда проблема видна в продукте:
- Толщина стенок неправильная
- появляются дефекты поверхности
- выход нестабилен
- загрязнение заметно
В этом случае продукт сообщает вам, что что-то не так, но не говорит, где именно. Вы следуете за симптомом и выявляете причину.
Подход, ориентированный на станцию
Используйте его, когда местоположение проблемы уже определено:
- проблема, связанная со штампом
- нестабильность охлаждающего бака
- несоответствие грабежа
- неисправность фрезы
Здесь проблема привязана к определенному участку линии. Вы начинаете с этой станции и работаете дальше.
Выбор между этими двумя подходами часто является разницей между быстрым решением проблемы и длительным циклом ее устранения.
4. Что не следует делать во время поиска и устранения неисправностей
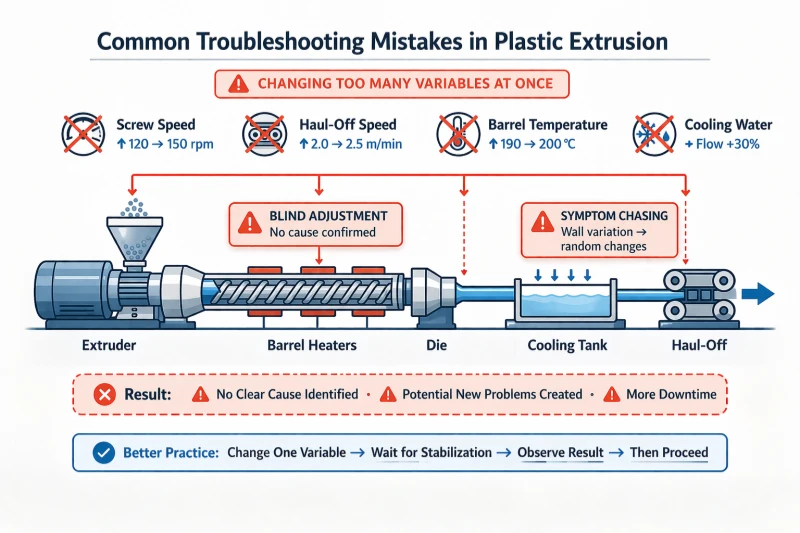
Самый быстрый способ потерять время - настроить множество переменных, прежде чем определить тип проблемы.
К распространенным ошибкам относятся:
- одновременное изменение скорости вращения шнека, скорости перетаскивания и температуры
- предполагая, что все проблемы с размерами вызваны одной настройкой
- рассматривать загрязнение как простую материальную проблему, не изолируя источник
- многократное устранение симптомов без проверки стабильности системы
Такие действия часто затрудняют диагностику линии, поскольку вводят новые переменные быстрее, чем процесс успевает на них отреагировать.
Стабильный процесс устранения неполадок требует дисциплины. Сначала определите, потом отрегулируйте.
5. Когда проблема больше, чем один симптом
Если несколько симптомов проявляются вместе, линию следует рассматривать как более широкую проблему стабильности.
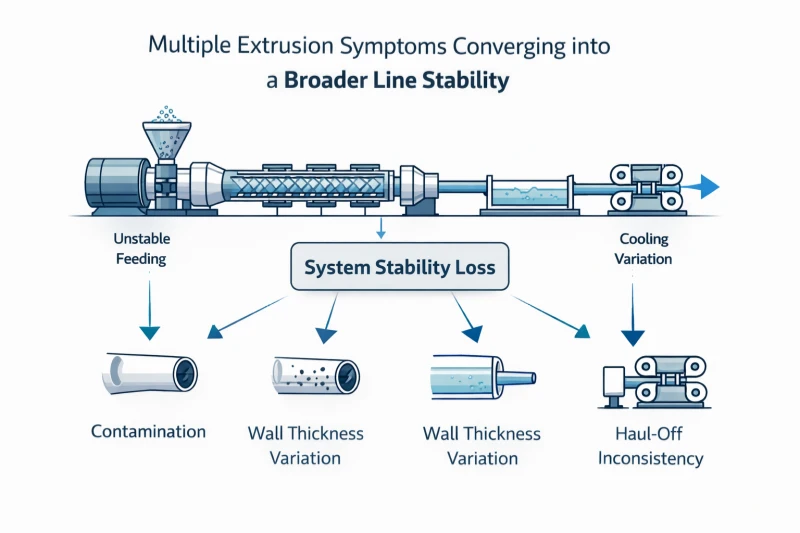
Примеры включают:
- Нестабильная подача в сочетании с дрейфом размеров
- загрязнения, появляющиеся вместе с температурной нестабильностью
- проблемы с толщиной стенок и несоответствие транспортировки
- нестабильность запуска в сочетании с изменением охлаждения
В таких случаях проблема редко бывает изолированной. Линия теряет стабильность сразу в нескольких точках.
Когда такое случается, эффективнее отступить и пойти по структурированному пути поиска неисправностей, а не сосредотачиваться на одном симптоме. Вернитесь к классификационной схеме, приведенной в разделе 2 выше, а затем сузьте круг поиска до нужной категории.
Это особенно важно, когда линия демонстрирует более одного режима отказа одновременно. Линия с нестабильной подачей, нестабильными размерами и видимыми дефектами поверхности - это не три отдельные проблемы. Обычно это одна система, которая потеряла стабильность сразу в нескольких местах.
Это различие экономит время. Это позволяет операторам не тратить час на точную настройку толщины стенки, когда реальная проблема заключается в несоответствии или нестабильности потока выше по течению, которые не были устранены.
6. Заключение
Цель диагностики неисправностей экструзии заключается не в том, чтобы реагировать быстрее, а в том, чтобы диагностировать в правильном порядке.
Когда возникает проблема, первый шаг - правильно ее классифицировать. Когда тип проблемы ясен, вероятные причины быстро сужаются, а корректирующие действия становятся более эффективными.
Слепая настройка замедляет процесс. Структурированная диагностика ускоряет его.
Стабильная линия достигается не постоянной коррекцией, а пониманием того, какая часть процесса перестала соответствовать друг другу, и восстановлением этого баланса.
Эта серия статей об устранении неисправностей построена таким образом, чтобы помочь вам быстро перейти от симптомов к действиям:
- [Устранение неисправностей по станциям]. → следуйте схеме расположения физических линий
- [Почему мой экструдер не подается?]→ Проблемы с питанием и выходом
- [Черные пятна и загрязнения при экструзии].→ диагностика загрязнений
- [Дрейф размеров и изменение толщины стенок при экструзии] → Проблемы с размерами и стабильностью
Каждая страница посвящена одному типу проблем, чтобы вы могли глубже разобраться в них, не смешивая разные причины.
ЧАСТО ЗАДАВАЕМЫЕ ВОПРОСЫ
Q1:Какой самый быстрый способ устранения неисправностей на экструзионной линии?
A:Сначала классифицируйте проблему. Большая часть времени, затрачиваемого на устранение неполадок, уходит на слепую настройку параметров. Прежде чем изменять какие-либо параметры, определите, связана ли проблема с подачей, загрязнением, стабильностью размеров или конкретной станцией. Как только категория будет определена, путь диагностики станет намного короче.
Вопрос 2: Как узнать, связана ли моя проблема с экструзией с подачей или с размерами?
О: Проверьте, где проявляется этот симптом. Если экструдер не стабильно вытягивает материал - производительность колеблется, бункер переполняется или горловина перегревается - проблема связана с подачей. Если линия работает и производит материал, но толщина стенки, наружный диаметр или вес материала выходят за пределы допуска, проблема связана с размерами. В некоторых случаях обе проблемы проявляются одновременно, что обычно свидетельствует о нестабильности более широкой системы.
Вопрос 3: Как искать неисправности - по симптомам или по станциям?
О: Это зависит от того, что вам уже известно. Если проблема видна на изделии - неправильная толщина стенок, дефекты поверхности, загрязнение - но вы не знаете, где она возникла, следуйте за симптомом и сужайте причину. Если проблема явно связана с одним участком линии - штампом, охлаждением, транспортировкой или резаком, - начните с этого участка и работайте дальше.
Вопрос 4: Чего следует избегать при устранении неисправностей экструзионной линии?
О: Избегайте одновременного изменения нескольких параметров. Каждая корректировка влечет за собой отложенную реакцию, а при суммировании изменений практически невозможно определить, какое из них действительно помогло. Также не стоит рассматривать каждую проблему как проблему одного параметра. Большинство проблем с экструзией являются результатом несоответствия между несколькими частями процесса, а не одной неверной цифры.
Нужна помощь в диагностике вашей линии?
Опишите основной симптом, который вы наблюдаете, когда он появляется и какую часть линии вы подозреваете в первую очередь. Мы поможем вам быстро определить категорию проблемы и направим вас на правильный путь исправления.
Изучить темы
Фильтр по характеристикам
ABS (1) Послепродажная поддержка (1) Черные пятна (2) Экструзионные фильеры (1) проблемы с кормлением (1) Намерение: Основы (10) Намерение: Контроль (3) Намерение: Техническое обслуживание (6) PA (1) ПК (1) PE (1) ПММА (1) PP (1) Закупки (1) ПВХ (1) Устранение неполадок (5) изменение толщины стенки (2)
У вас есть технические вопросы?
Наша команда инженеров готова помочь вам с выбором процесса экструзии или конфигурации машины.

Джейсон Шен
Джейсон является основателем компании Экструдер Jinxin и инженер-ветеран с более чем 20-летним опытом практической работы в области производства пластмассового оборудования.
Начав свою карьеру в цеху, он освоил все технические детали - от электропроводки до устранения сложных неисправностей.
Сегодня он лично контролирует окончательные проверки, гарантируя, что каждая машина создана с учетом глубоких технических знаний и проверенной на практике надежности.
Дальнейшее чтение
Котировка экструзионной линии: Что входит в комплект и что нужно проверить перед покупкой
Сравниваете расценки на экструзионные линии? Воспользуйтесь этим контрольным перечнем объемов поставок, чтобы узнать, что в них входит, что обычно исключается, и...Экструзионный ситоизмельчитель и фильтрация расплава: Как уменьшить загрязнение и колебания давления
Практическое руководство по устройствам смены сит в экструзии пластмасс - как фильтрация расплава контролирует загрязнение, почему смена сит вызывает давление...




