
ما هو بثق البلاستيك؟ شرح العملية (من الذوبان إلى التبريد)
بقلم فريق Jinxin التقني | راجعه جيسون (كبير المهندسين)
بثق البلاستيك هو عملية التصنيع المستمر تُستخدم لإنتاج منتجات كبيرة الحجم مثل الأنابيب والأنابيب والمقاطع الجانبية والصفائح والأفلام والأسلاك/الكابلات المغلفة. وبعبارات بسيطة، يتم صهر البلاستيك ودفعه من خلال شكل يموت, وتبرد إلى مقطع عرضي متناسق.
إذا كنت تبحث عن البثق لأول مرة - خاصةً من زاوية التوريد أو المشتريات - فإن السؤال الحقيقي عادةً ما يكون هو الاتساق: هل يمكن للعملية أن تحافظ على الأبعاد وجودة السطح على مدى فترات طويلة دون تعديلات مستمرة؟
يشرح هذا الدليل ما هو بثق البلاستيك, وكيفية سير العملية خطوة بخطوة، وما هي المتغيرات المهمة عادةً عند تقييم الجدوى.

ملخص سريع
التعريف: عملية بثق البلاستيك هي عملية مستمرة تقوم بإذابة المواد البلاستيكية الحرارية ودفعها من خلال قالب لإنشاء مقطع عرضي متواصل مع مقطع عرضي متناسق.
النواتج المشتركة: الأنابيب، والأنابيب، والأنابيب، والمقاطع الجانبية، والألواح/الأغشية، وأغلفة الكابلات، وغيرها من الأشكال الصناعية المستمرة.
ما الذي يدفع إلى الاستقرار: من الناحية العملية، يتأثر الاتساق بتاريخ درجة حرارة الذوبان، وسلوك الضغط، واتساق التبريد، ومزامنة سرعة الخط.
لماذا يهتم المشترون: عادةً ما يعني الاستقرار الأفضل انخفاض الخردة وأبعاد أكثر قابلية للتكرار وزيادة الإنتاج بشكل أكثر سلاسة.
ما هو بثق البلاستيك؟
بثق البلاستيك هو عملية تصنيع تقوم بتحويل راتنج اللدائن الحرارية (عادةً ما تكون كريات وأحيانًا مسحوق أو خلطات) إلى منتج مستمر عن طريق صهره في جهاز بثق ودفع الذائب من خلال قالب على شكل قالب. يتم بعد ذلك تبريد المادة المبثوقة وسحبها بسرعة مضبوطة وتقطيعها أو لفها في شكلها النهائي.
البثق مقابل القولبة بالحقن (فرق سريع)
البثق: إخراج مستمر للمنتجات ذات المقطع العرضي الثابت (أنابيب، أنابيب، مقاطع جانبية وألواح/فيلم).
القولبة بالحقن: إخراج دوري للأجزاء ثلاثية الأبعاد المنفصلة (الأغطية، والأغلفة، والمكونات المعقدة).
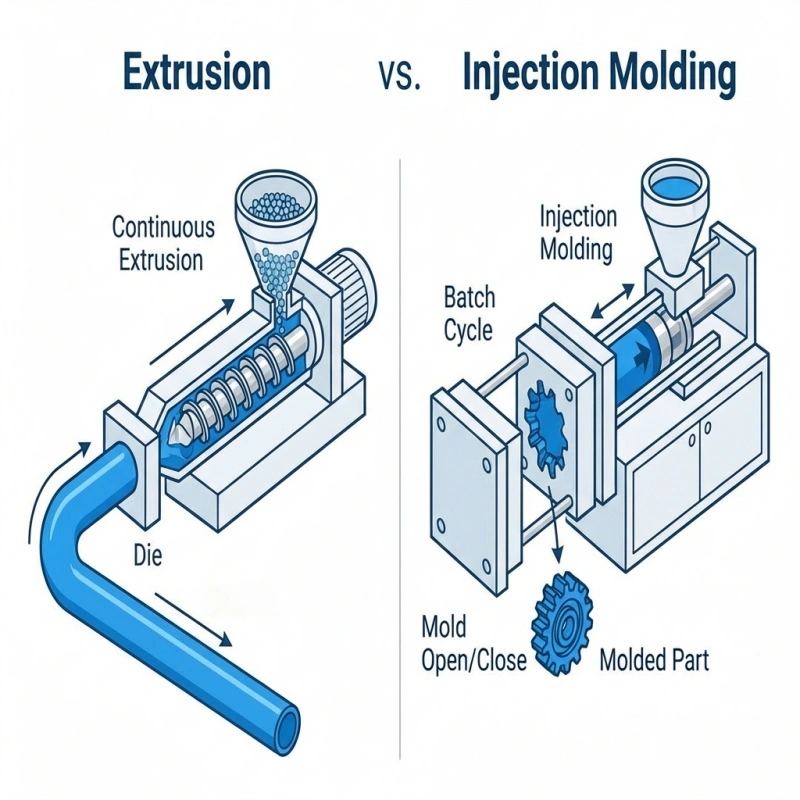
يساعد فهم الاختلافات الأساسية بين البثق والقولبة بالحقن في اختيار العملية المناسبة لاحتياجات التصنيع الخاصة بك:
| الميزة | بثق البلاستيك | القولبة بالحقن |
|---|---|---|
| نوع العملية | مستمر | الدفعة |
| شكل المنتج | مقطع عرضي موحد (2D) | أشكال ثلاثية الأبعاد معقدة |
| حجم الإنتاج | تشغيلات كبيرة الحجم ومستمرة | الأجزاء الفردية على دفعات |
| تكاليف الأدوات | انخفاض تكاليف القوالب | ارتفاع تكاليف العفن |
| النفايات المادية | الحد الأدنى من النفايات | تخلق العدائين والبوابات نفايات |
| المنتجات النموذجية | الأنابيب والمقاطع والصفائح والألواح والأفلام | الحاويات والأجزاء والمبيتات |
| التحكم الدقيق | حاسم لثبات الأبعاد | حاسم لتفاصيل الجزء |
كيفية عمل عملية بثق البلاستيك (خطوة بخطوة)
ملاحظة: يركز هذا القسم على بثق البلاستيك كعملية - ما يحدث للمادة أثناء الصهر وتشكيل القالب والتبريد. A “خط بثق البلاستيك” هو إعداد المعدات (الطارد، القالب، التبريد/التحجيم، السحب، القطع/التجليد). إذا كنت تقارن تكوينات الخط أو البصمة، فمن الأفضل تغطية ذلك في دليل منفصل لخط البثق - “ما هو خط بثق البلاستيك”.
الخطوة 1 - التغذية (المدخلات المستقرة تحدد خط الأساس)
تبدأ العملية في القادوس. يتم إدخال المواد في الطارد، والهدف هو التغذية الثابتة والقابلة للتكرار. عندما تكون التغذية غير متناسقة (على سبيل المثال، التجسير, التلوث، أو سوء مناولة المواد), ، غالبًا ما يصبح من الصعب تحقيق الاستقرار في بقية العملية.
من من وجهة نظر المشتري، يمكن أن يظهر ذلك على النحو التالي: ناتج غير مستقر، وتعديلات متكررة، والمزيد من خردة بدء التشغيل - حتى لو كان الطارد نفسه قادرًا.

الخطوة 2 - الذوبان والنقل (صنع ذوبان موحد)
داخل البرميل، يقوم برغي دوّار بنقل المادة إلى الأمام أثناء تسخينها وخلطها. لإلقاء نظرة فاحصة على كيفية تأثير تصميم البرغي على ذلك، راجع [← ما هي ماكينة بثق البلاستيك؟] يحدث الذوبان من خلال مزيج من تسخين البرميل والطاقة الميكانيكية المتولدة أثناء دوران البرغي (القص). في الممارسة العملية، لا يكون الهدف هو “الذوبان الكامل” فقط، ولكن موحدة بما فيه الكفاية (درجة الحرارة واتساق الخلط) لتقليل التباين في المصب.
ومن النماذج الذهنية المفيدة أن البرغي يقوم بعدة وظائف في آن واحد: نقل المواد الصلبة، والصهر، والخلط، وبناء الضغط. إذا أصبحت أي من هذه الوظائف غير مستقرة، فغالبًا ما يظهر ذلك لاحقًا كعيوب سطحية أو انحراف في الأبعاد.

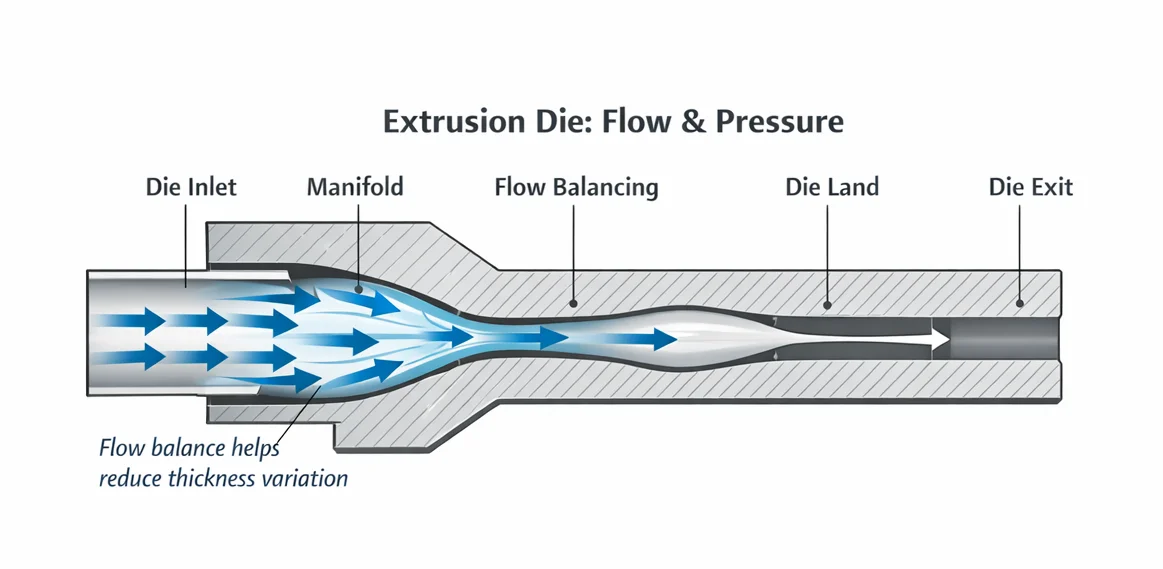
الخطوة 3 - تشكيل القالب (التدفق والضغط)
القالب هو الجسر بين الآلة والمنتج. ومن الناحية العملية، يقوم بوظيفتين:
- التشكيل: يقوم بتحويل الذوبان من تجويف الطارد إلى المقطع العرضي المستهدف (على سبيل المثال، حلقة الأنبوب أو المظهر الجانبي أو الصفيحة).
- مقاومة التدفق (ضغط الرأس): من خلال تقييد التدفق، يخلق القالب مقاومة تساعد على استقرار توصيل الذوبان ويدعم ذوبان/خلط أكثر اتساقًا في المنبع - إلى جانب التصميم المناسب للولب والتحكم في درجة الحرارة.
كما يساعد القالب المصمم بشكل جيد في استقامة التدفق وتوازنه بحيث يخرج الذوبان بالتساوي عبر المقطع العرضي. عندما يكون توازن التدفق سيئًا، قد ترى خطوط تدفق أو سمك غير متساوٍ أو مخرجات غير مستقرة.
ملاحظة: الشكل الخارج من القالب هو نقطة البداية فقط. يتم تعيين الأبعاد النهائية في الخطوات التالية.
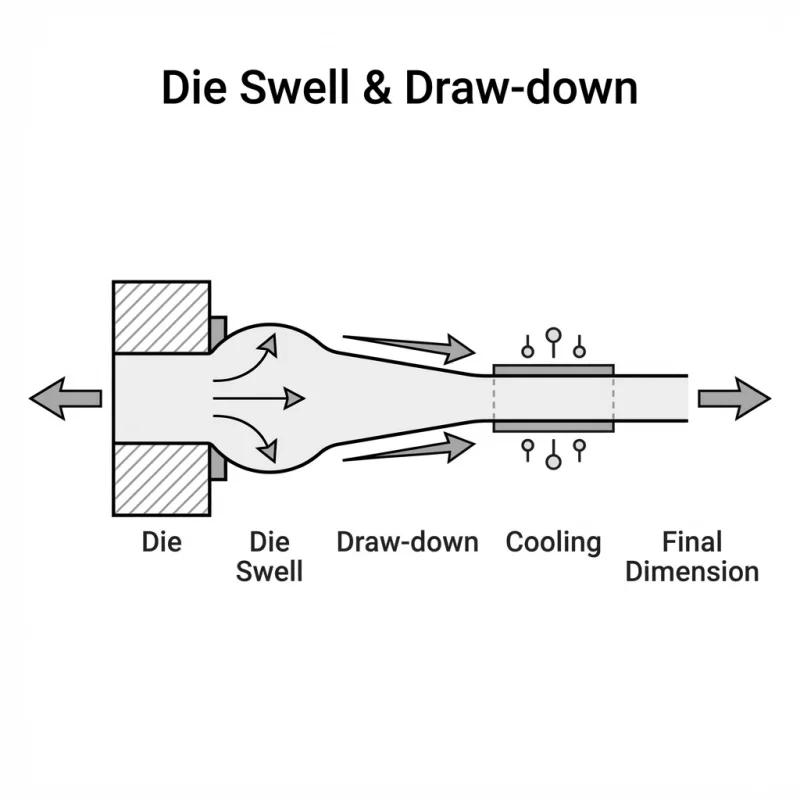
الخطوة 4 - انتفاخ القالب وسحبه إلى الأسفل (لماذا نادراً ما يكون القالب متطابقاً بنسبة 1:1)
حتى مع وجود قالب جيد الصنع، نادرًا ما يحافظ البثق على شكل خروج القالب بالضبط. تعمل عدة تأثيرات في اتجاهات مختلفة:
- انتفاخ الموت (التمدد): يمكن أن يرتخي ذوبان البوليمر ويتمدد بعد مغادرة قالب الضغط العالي.
- السحب (الانكماش): في العديد من المنتجات، يسحب السحب أسرع من خروج الذوبان من القالب، مما يؤدي إلى تمدد المظهر الجانبي الأرق/الأصغر.
- انكماش حراري: عندما يبرد المنتج، فإنه عادةً ما ينكمش أكثر، اعتمادًا على الراتنج وظروف التبريد.
وبسبب هذه التأثيرات مجتمعة، غالبًا ما يتم تصميم أدوات القوالب مع التعويض بحيث يهبط المنتج المبرد في البعد المستهدف.
الوجبات الجاهزة العملية: يحدد القالب مفهوم المقطع العرضي، ولكن عادةً ما يتم ضبط الأبعاد النهائية من خلال سرعة السحب و اتساق التبريد, أثناء مراقبة فحوصات الأبعاد واتجاهات العملية.
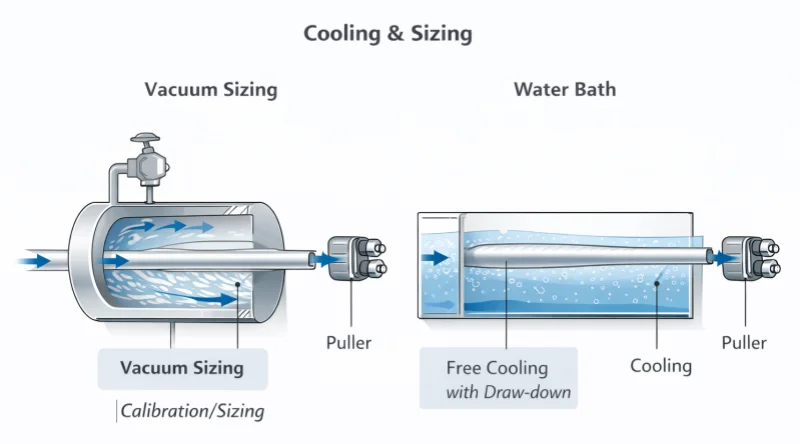
الخطوة 5 - التبريد والتحجيم (أبعاد القفل)
التبريد هو المكان الذي يصبح فيه الشكل “حقيقيًا”. واعتمادًا على نوع المنتج والصلابة، قد يتضمن التبريد تبريد الحمام المائي و/أو تبريد الهواء و/أو أدوات المعايرة والتحجيم. بالنسبة للعديد من الأنابيب والأنابيب الصلبة, تحجيم/معايرة الفراغ يستخدم عادةً للمساعدة في التحكم في القطر الخارجي والاستدارة. وبالنسبة للمنتجات الأخرى، يمكن أن يكون التبريد الحر مع السحب المتحكم فيه كافياً.
إن اتساق التبريد مهم لأن التبريد غير المتساوي يمكن أن يساهم في حدوث تشوه بيضاوي أو اعوجاج أو إجهاد داخلي - خاصةً عندما تتغير سرعة الخط أو عندما تكون درجة حرارة/تدفق المياه غير مستقرة.
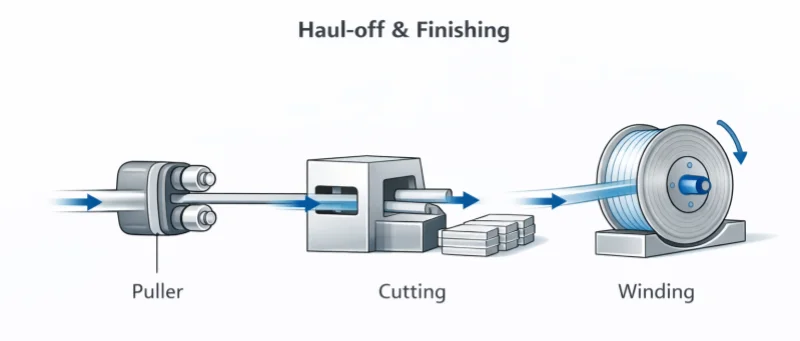
الخطوة 6 - السحب والتشطيب (مزامنة الخط)
تقوم أداة السحب (الساحب) بضبط سرعة الخط وتؤثر على السحب. يعمل القطع أو اللف على تحويل الإنتاج المستمر إلى أطوال أو لفات قابلة للبيع. عندما لا تكون سرعة السحب والتوصيل الذائب متزامنة بشكل جيد، قد ترى انحرافًا في سمك الجدار أو عدم استقرار في المظهر الخارجي أو عدم اتساق مظهر السطح.
من من وجهة نظر المشتري، هذا هو المكان الذي تتفاعل فيه “العملية بأكملها”: مخرجات البثق وأداء التبريد واستقرار السحب.
المتغيرات الأساسية التي تتحكم عادةً في الاستقرار
1) سجل درجة حرارة الذوبان (وليس فقط نقاط ضبط السخان)
درجة حرارة الذوبان أكثر من نقاط ضبط البرميل. في الممارسة العملية، يمكن أن تتغير درجة حرارة الذوبان مع سرعة البرغي والحمل والضغط الخلفي وسلوك المواد. عندما يتغير تاريخ درجة حرارة الذوبان، يمكن أن يؤثر ذلك على اتساق التدفق، ومظهر السطح، وتكرار الأبعاد.
2) سلوك الضغط (مؤشر عملي يراقبه العديد من المشغلين)
تقوم العديد من الفرق بتتبع اتجاهات ضغط الذوبان/التفريغ كمؤشر عملي للاستقرار - خاصةً عند تشخيص الارتفاع المفاجئ أو انحراف الإخراج. وغالبًا ما تتم مناقشة سلوك الضغط في استكشاف أخطاء البثق وإصلاحها لأنه يمكن أن يرتبط بالتغيرات في اتساق الإخراج.
3) مزامنة سرعة الخط (الإخراج مقابل سرعة الساحب)
البثق مستمر، ولكنه ليس “ثابتًا ومنسيًا”. إذا تغيرت سرعة الساحب دون مواكبة إمدادات الذوبان والتبريد، يمكن أن يتمدد المنتج أو يتكاثف أو ينجرف. وعلى مدار عمليات التشغيل الطويلة، يمكن أن يتراكم عدم استقرار السرعة الصغيرة إلى تباين قابل للقياس.
مشاكل بثق البلاستيك الشائعة (عرض العملية)
جدول استكشاف الأخطاء وإصلاحها السريع
| العيب | ما تراه | العوامل المحركة المحتملة للعملية | الفحوصات العملية (الاجتياز الأول) |
|---|---|---|---|
| الارتفاع المفاجئ/انجراف السماكة | التباين الدوري للعمق المحيطي/الجدار الدوري | التغذية غير المتسقة، وسلوك الضغط غير المستقر، وعدم اتساق الذوبان | التحقق من استقرار القادوس/التغذية؛ ومراجعة اتجاه الضغط؛ وتثبيت ظروف الذوبان |
| سطح خشن (جلد قرش/كسر ذائب) | ملمس خشن أو غير لامع | ارتفاع القص عند مخرج القالب، واختلال درجة الحرارة | تقليل القص (RPM)؛ التحقق من توازن درجة حرارة القالب؛ التحقق من حالة أرض القالب |
| المبيض (الأنابيب/الأنابيب) | منتج غير مستدير | ظروف تبريد/حجم متفاوتة | موازنة مياه التبريد؛ التحقق من شروط التحجيم (إذا كانت مستخدمة)؛ التحقق من محاذاة/دعم المصب |
| الفقاعات/الفراغات | ثقوب/فجوات داخل الجدار | الرطوبة/الهواء/التلوث (حسب المادة) | التحقق من استراتيجية مناولة المواد/التجفيف؛ والتحقق من احتباس الهواء |
| تغير اللون/بقع الحروق | نقاط سوداء، اصفرار | التدهور، والبقع الميتة، والتلوث | تقليل وقت المكوث؛ تنظيف القالب؛ التحقق من المناطق الراكدة ومصادر التلوث |
مثال دقيق موجز
بعض التطبيقات أقل تسامحًا: يمكن أن تصبح التقلبات الصغيرة خردة مرئية. أحد الأمثلة على ذلك التشكيلات الأنبوبية الشفافة القائمة على PS المستخدمة في إنتاج بعض المواد الاستهلاكية المعملية, حيث يمكن أن يكون المظهر والاتساق حساسين لظروف الذوبان غير المستقرة وانحراف سرعة الخط.
تم تضمين هذا المثال فقط لتوضيح مبدأ عام: عند تشديد متطلبات الاتساق، تعتمد الفرق عادةً بشكل أكبر على ظروف الذوبان المستقرة، ومزامنة الخطوط المنضبطة، والتبريد القابل للتكرار - بغض النظر عن فئة الراتنج.
إذا كنت تبحث عن طارد (ما يجب تحضيره قبل طلب عروض الأسعار)
عادةً ما تحصل فرق المشتريات عادةً على عروض أسعار أسرع وأكثر قابلية للمقارنة عند إعدادها:
- رسم أو عينة من المنتج (ما هي الأبعاد والميزات الأكثر أهمية)
- أساسيات الراتنج (الحبيبات/المسحوق/المخلوط؛ الحشو/المواد الملدنة/الدفعة الرئيسية؛ نسبة إعادة الطحن)
- الناتج المستهدف (كجم/ساعة أو م/دقيقة) وساعات التشغيل المتوقعة
- أولويات الجودة (قابلية تكرار الأبعاد، والتشطيب السطحي، وحدود البيضاوية، وتفاوت الخردة)
- تفضيلات المصب (نهج التبريد، ونوع السحّاب، والقطع مقابل اللف)
للحصول على سير عمل طلب عرض الأسعار المنظم، يمكنك إرسال هذه التفاصيل باستخدام النموذج الموجود على اتصل بنا الصفحة.
الخاتمة
ما هو بثق البلاستيك من حيث الإنتاج الحقيقي؟ إنها عملية مستمرة حيث الاستقرار عادةً ما تحدد الربحية: التغذية المستقرة، والذوبان المنتظم، وسلوك الضغط الذي يمكن التنبؤ به، والتبريد المتناسق، والسحب المتزامن.
إذا كنت تقارن بين الموردين أو الأنظمة، فمن المفيد تقييم كيفية دعم كل نهج للتشغيل المستقر - وليس فقط ذروة الإنتاج.
الأسئلة المتداولة
س1: ما هو بثق البلاستيك وكيف يعمل؟
ج: عملية بثق البلاستيك هي عملية تصنيع مستمرة تقوم بإذابة راتينج اللدائن الحرارية (عادةً ما تكون كريات) ودفع الذائب من خلال قالب مُشكّل لإنشاء منتجات ذات مقطع عرضي ثابت. تتضمن العملية تلقيم المواد في برميل ساخن وصهرها ونقلها باستخدام برغي دوار وتشكيل المصهور من خلال قالب وتبريد المادة المبثوقة وسحبها بسرعة محكومة قبل القطع أو اللف.
س2: ما الفرق بين البثق والقولبة بالحقن؟
ج: ينتج البثق إنتاجًا مستمرًا للمنتجات ذات المقاطع العرضية المنتظمة (الأنابيب والأنابيب والمقاطع الجانبية والصفائح)، بينما ينتج القولبة بالحقن أجزاءً ثلاثية الأبعاد منفصلة في دورات (أغطية وأغطية وحاويات). يستخدم البثق قوالب منخفضة التكلفة وينتج عنه الحد الأدنى من النفايات، في حين أن القولبة بالحقن تتطلب قوالب أعلى تكلفة وتنتج عنها عداءات/بوابات كنفايات.
س3: ما الذي يسبب انتفاخ القالب في بثق البلاستيك؟
ج: يحدث انتفاخ القالب عندما يرتخي ذوبان البوليمر ويتمدد بعد الخروج من قالب الضغط العالي. وهذا تأثير استرداد مرن طبيعي في ذوبان البوليمر. لتحقيق الأبعاد المستهدفة، عادةً ما يتم تصميم أدوات القوالب مع تعويض (أصغر من الحجم النهائي) لمراعاة انتفاخ القالب، والسحب من سرعة السحب، والانكماش الحراري أثناء التبريد.
س4: ما هي العيوب الأكثر شيوعًا في بثق البلاستيك؟
ج: تشمل العيوب الشائعة ما يلي: ارتفاع/انحراف السماكة (من التغذية غير المتسقة أو عدم استقرار الذوبان)، والسطح الخشن/جلد القرش (ارتفاع القص أو عدم توازن درجة الحرارة عند مخرج القالب)، والبيضاوية (ظروف التبريد أو التحجيم غير المتكافئة)، والفقاعات/الفراغات (الرطوبة أو دخول الهواء أو التلوث)، وتغير اللون/بقع الحرق (التدهور الناتج عن وقت المكوث المفرط أو البقع الميتة).
س5: ما الذي يجب على المشترين إعداده قبل الحصول على خط البثق؟
ج: للحصول على عروض أسعار دقيقة بشكل أسرع، قم بإعداد: رسم أو عينة للمنتج توضح الأبعاد والمميزات الحرجة، ومواصفات الراتنج (نوع الكريات، مواد الحشو، نسبة إعادة الطحن)، وأهداف الإنتاج (كجم/ساعة أو م/دقيقة) وساعات التشغيل المتوقعة، وأولويات الجودة (تكرار الأبعاد، تشطيب السطح، تفاوت الخردة)، وتفضيلات المصب (نهج التبريد، القطع مقابل اللف).
مزيد من القراءة
للقراء الذين يرغبون في التعمق أكثر في التحكم في عملية البثق واختيار الأدوات:
PTOnline: استخدام التحكم في الضغط لتقليل التباينات في العملية في البثق أحادي اللولب.
استكشف المواضيع
تصفية حسب المواصفات
هل لديك أسئلة فنية؟
فريقنا الهندسي جاهز لمساعدتك في عملية البثق أو تكوين الماكينة.

جيسون شين
جيسون هو مؤسس شركة Jinxin Extruder ومهندس مخضرم يتمتع بخبرة عملية تزيد عن 20 عامًا في مجال الماكينات البلاستيكية.
بدأ مسيرته المهنية في الورشة وأتقن كل التفاصيل الفنية - من الأسلاك الكهربائية إلى استكشاف الأخطاء وإصلاحها المعقدة.
واليوم، يشرف شخصياً على عمليات الفحص النهائية، مما يضمن أن كل ماكينة يتم تصنيعها بخبرة فنية عميقة وموثوقية تم اختبارها ميدانياً.
مزيد من القراءة
عرض أسعار خط البثق: ما يتضمنه وما يجب التحقق منه قبل الشراء
هل تقارن بين عروض أسعار خطوط البثق؟ استخدم هذه القائمة المرجعية لنطاق التوريد لمعرفة ما هو مشمول وما هو مستبعد عادةً وما هو...مبادل غربال البثق وترشيح الذوبان: كيفية تقليل التلوث وتذبذب الضغط
دليل عملي لمبدلات الغربال في بثق البلاستيك - كيف يتحكم الترشيح بالذوبان في التلوث، ولماذا تتسبب تغييرات الغربال في الضغط...




