Полиамид (ПА), широко известный как нейлон, - это универсальный материал, широко используемый для экструзии различных труб. Нейлоновые трубки PA производятся с использованием определенных типов полиамидных смол, таких как PA6, PA66 и PA1010. Эти смолы при обработке на экструзионном оборудовании расплавляются и формуются в трубки. Как правило, для экструзии трубок PA меньшего диаметра используются одношнековые экструдеры.
Трубки из полиамида известны своей нетоксичностью, полупрозрачностью, гладкой, но прочной поверхностью, легкостью, хорошими самосмазывающимися и износостойкими свойствами. Однако они обладают худшими электрическими свойствами. Химически стабильные, они не подвержены воздействию слабых кислот, слабых оснований и масел, но могут растворяться в фенолах и концентрированных неорганических кислотах. Трубки из полиамида широко используются в автомобильных тормозных линиях, приборных проводах, системах кондиционирования воздуха, системах управления орошением, на текстильных и пищевых фабриках, для транспортировки топлива в автомобилях и судах, в вакуумных системах, изоляторах колебаний, статических изоляторах и т. д. Они могут использоваться при температуре масла 80-100°C в течение длительного времени.
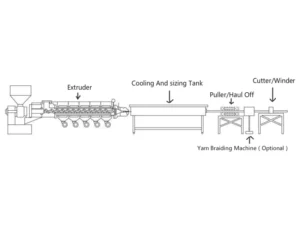
PA нейлоновая трубка экструзионная линия Состав:
Экструзионная линия для производства нейлоновых трубок PA обычно включает в себя одношнековый экструдер, фильеру, резервуар для воды для вакуумной очистки, трактор/тягач и резательную машину/моталку.
Вопросы, на которые следует обратить внимание при производстве экструзии ПА
- Условия сушки:
- Чтобы предотвратить окислительное обесцвечивание нейлоновой смолы во время сушки, предпочтительно использовать вакуумную сушку. После сушки содержание влаги должно быть ниже 0,3%.
- Требования к экструдеру для нейлоновых трубок PA:
- Экструдер должен иметь сушильный бункер для предотвращения повторного увлажнения смолы. Шнек должен быть барьерного типа, с полной резьбой или смесительной головкой для усиления эффекта смешивания. Соотношение L/D должно быть больше 25, а секции подачи и дозирования должны быть примерно одинаковой длины. Компрессионная секция должна иметь длину 3-4 шага и степень сжатия 3,0-4,0. Из-за низкой вязкости расплава нейлона в конструкции фильеры необходимо увеличить коэффициент вытяжки, при этом коэффициент растяжения должен составлять 1,4-3,0 для нейлоновых трубок PA.
- Охлаждение и определение размеров экструзии ПА:
- Для труб меньшего диаметра экструдированный материал можно охлаждать непосредственно в водяных ваннах. Температура охлаждающей воды должна быть в пределах 15-22°C. Для труб большого диаметра может потребоваться вакуумная обработка для получения точных размеров.
- Температурные настройки при экструзии:
- Температура в секции подачи должна быть близка к температуре плавления нейлоновой смолы, чтобы повысить эффективность переноса твердых частиц и дегазации.
- Температура в секциях сжатия и дозирования должна быть на 10-30°C выше температуры плавления смолы для обеспечения равномерного потока.
- Температура головки и матрицы должна быть ниже температуры дозирующей секции, чтобы стабилизировать процесс формования.
Ниже приведена таблица часто используемых температур экструзионного формования PA6, PA66 и PA1010:
| ОБЛАСТИ | PA6 | PA6 | PA66 | PA1010 |
|---|---|---|---|---|
| Средняя вязкость | Высокая вязкость | |||
| Секция подачи | 200℃-230℃ | 200℃-230℃ | 230℃-260℃ | 250℃-260℃ |
| Сектор сжатия | 240℃-260℃ | 250℃-270℃ | 270℃-290℃ | 260℃-270℃ |
| Сегмент измерения | 240℃-260℃ | 250℃-270℃ | 270℃-20℃ | 260℃-280℃ |
| Глава | 230℃-250℃ | 240℃-260℃ | 270℃-20℃ | 220℃-240℃ |
Общие проблемы при экструзии полиамида:
- Чувствительность к влаге и разрушение:
- Проблема: Гигроскопичность нейлона PA может привести к поглощению влаги, что вызывает гидролитическую деструкцию в процессе обработки. Это приводит к снижению механических свойств и может привести к появлению дефектов на поверхности.
- Решение: Выполняйте строгие процедуры предварительной сушки и поддерживайте контролируемую среду в бункере и зонах подачи. Используйте влагопоглощающие сушилки, чтобы содержание влаги в смоле было ниже критического порога.
- Термическая стабильность:
- Проблема: Нейлон PA имеет узкое технологическое окно и подвержен термической деструкции при перегреве, что приводит к обесцвечиванию и потере свойств.
- Решение: Точный контроль температуры в процессе экструзии очень важен. Использование современного экструзионного оборудования, оснащенного точными системами нагрева и охлаждения, поможет поддерживать оптимальную температуру обработки.
- Разрушение расплава и разбухание матрицы:
- Проблема: Высокая скорость сдвига в экструдере может вызвать разрушение расплава, что приводит к шероховатости поверхности. Кроме того, из-за эластичной природы расплавленного полимера может произойти разбухание матрицы, что влияет на точность размеров экструдированной трубы.
- Решение: Оптимизация конструкции шнека для снижения напряжения сдвига и использование фильеры с соответствующей длиной участка могут свести эти проблемы к минимуму. Использование оборудования для определения размеров после экструзии также может помочь достичь желаемых размеров.
- Однородность физических свойств:
- Задача: Достижение однородных физических свойств по всей длине трубы, особенно в тонкостенных трубах, может оказаться непростой задачей.
- Решение: Использование барьерной конструкции шнека позволяет улучшить перемешивание и гомогенизацию расплава. Постоянное качество сырья и точный контроль параметров экструзии также имеют решающее значение.
- Однородность цвета в цветных трубках:
- Задача: При изготовлении цветных нейлоновых трубок из ПА добиться равномерного цвета всей партии может быть непросто, особенно при смене цвета между сериями.
- Решение: Используйте гранулы мастербатча с высокой концентрацией пигментов для равномерной дисперсии цвета. Проводите тщательную очистку при смене цвета для предотвращения загрязнения.
- Управление постэкструзионной усадкой:
- Проблема: Нейлон PA имеет тенденцию к усадке при охлаждении, что может повлиять на точность размеров трубки.
- Решение: Использование вакуумного резервуара для контроля размеров в процессе охлаждения может компенсировать усадку. Регулировка скорости и температуры охлаждения также поможет справиться с усадкой.
Заключение:
Понимание и контроль ключевых переменных в процессе экструзии, таких как предварительная обработка материала, конструкция шнека, температурный контроль, скорость охлаждения и скорость растяжения, имеет решающее значение для производства высококачественных нейлоновых трубок PA. Решение этих задач требует проведения ряда экспериментов и корректировок для поиска оптимальных условий производства. Наш процесс экструзии ПА с его акцентом на точный контроль и инновационные решения представляет собой вершину производственного совершенства в индустрии пластмасс.
Теги:
Процесс экструзии (1) Экструзия из полиамида (1) Экструдеры для пластмасс (3) Усиленный шланг (2) Проекты успеха (1) Экструзия полиэтилена (1) Устранение неполадок (1)
Сопутствующий товар: