Le polyamide (PA), communément appelé nylon, est un matériau polyvalent largement utilisé dans l'extrusion de divers tubes. Les tubes en nylon PA sont fabriqués à partir de types spécifiques de résines polyamides, telles que PA6, PA66 et PA1010. Ces résines, lorsqu'elles sont traitées par un équipement d'extrusion, fondent et sont moulées en tubes. En règle générale, les extrudeuses à vis unique sont utilisées pour l'extrusion de tubes de petit diamètre.
Les tubes en PA sont connus pour leur non-toxicité, leur semi-transparence, leur surface lisse mais résistante, leur légèreté, leur bonne autolubrification et leur résistance à l'usure. Toutefois, leurs propriétés électriques sont inférieures. Chimiquement stables, ils ne sont pas affectés par les acides faibles, les bases faibles et les huiles, mais peuvent se dissoudre dans les phénols et les acides inorganiques concentrés. Les tubes en PA sont largement utilisés dans les conduites de freinage automobile, les fils d'instruments, les systèmes de climatisation, les systèmes de contrôle de l'irrigation, les usines textiles, les usines alimentaires, le transport de carburant dans les véhicules et les navires, les systèmes de vide, les isolateurs d'oscillation, les isolateurs statiques, et bien d'autres encore. Ils peuvent être utilisés à des températures d'huile allant de 80 à 100°C pendant de longues périodes.
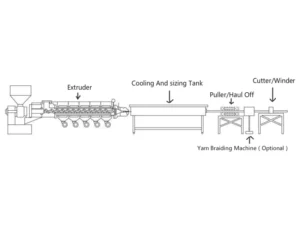
Ligne d'extrusion de tubes en nylon PA Composition :
La ligne d'extrusion pour les tubes en nylon PA comprend généralement une extrudeuse à vis unique, une filière, un réservoir d'eau de calibrage sous vide, un tracteur/une machine de traction et une machine de coupe/une bobine.
Questions auxquelles il faut prêter attention lors de la production d'extrusion de PA
- Conditions de séchage:
- Pour éviter la décoloration par oxydation de la résine de nylon pendant le séchage, le séchage sous vide est préférable. Après le séchage, la teneur en humidité doit être inférieure à 0,3%.
- Exigences de l'extrudeuse pour les tubes en nylon PA:
- L'extrudeuse doit être équipée d'une trémie de séchage pour éviter la réhumidification de la résine. La vis doit être de type barrière, avec un filetage complet ou une tête de mélange, afin d'améliorer les effets de mélange. Le rapport L/D doit être supérieur à 25, les sections d'alimentation et de dosage étant approximativement de la même longueur. La section de compression doit avoir une longueur de 3 à 4 pas et un taux de compression de 3,0 à 4,0. En raison de la faible viscosité du nylon fondu, un rapport d'étirage plus important est nécessaire dans la conception de la filière, avec un rapport d'étirement de 1,4 à 3,0 pour les tubes en nylon PA.
- Refroidissement et dimensionnement de l'extrusion du PA :
- Pour les tubes de plus petit diamètre, le matériau extrudé peut être directement refroidi dans des bains d'eau. La température de l'eau de refroidissement doit être comprise entre 15 et 22°C. Les tubes de plus grand diamètre peuvent nécessiter un calibrage sous vide pour obtenir des dimensions précises.
- Réglages de la température dans l'extrusion:
- La température de la section d'alimentation doit être proche du point de fusion de la résine de nylon afin d'améliorer l'efficacité du transport des solides et le dégazage.
- Les sections de compression et de dosage doivent être réglées à des températures supérieures de 10 à 30 °C au point de fusion de la résine afin d'assurer un écoulement uniforme.
- Les températures de la tête et de la matrice doivent être inférieures à celles de la section de dosage afin de stabiliser le processus de moulage.
Voici le tableau de production des températures de moulage par extrusion couramment utilisées pour le PA6, le PA66 et le PA1010 :
| ZONES | PA6 | PA6 | PA66 | PA1010 |
|---|---|---|---|---|
| Viscosité moyenne | Haute viscosité | |||
| Section d'alimentation | 200℃-230℃ | 200℃-230℃ | 230℃-260℃ | 250℃-260℃ |
| Secteur de la compression | 240℃-260℃ | 250℃-270℃ | 270℃-290℃ | 260℃-270℃ |
| Segment de mesure | 240℃-260℃ | 250℃-270℃ | 270℃-20℃ | 260℃-280℃ |
| Tête | 230℃-250℃ | 240℃-260℃ | 270℃-20℃ | 220℃-240℃ |
Défis communs dans l'extrusion de PA :
- Sensibilité à l'humidité et dégradation:
- Défi : La nature hygroscopique du nylon PA peut entraîner l'absorption d'humidité, ce qui provoque une dégradation hydrolytique au cours du traitement. Il en résulte une diminution des propriétés mécaniques et des défauts de surface.
- Solution : Mettre en œuvre des procédures rigoureuses de préséchage et maintenir un environnement contrôlé dans la trémie et les zones d'alimentation. Utiliser des sécheurs à dessiccation pour s'assurer que la teneur en humidité de la résine est maintenue en dessous du seuil critique.
- Stabilité thermique:
- Défi : Le nylon PA a une fenêtre de traitement étroite et est sujet à une dégradation thermique en cas de surchauffe, ce qui entraîne une décoloration et une perte de propriétés.
- Solution : Un contrôle précis de la température tout au long du processus d'extrusion est essentiel. L'utilisation de machines d'extrusion de pointe équipées de systèmes de chauffage et de refroidissement précis permet de maintenir une température de traitement optimale.
- Fracture de la matière fondue et gonflement de la matrice:
- Défi : Des taux de cisaillement élevés dans l'extrudeuse peuvent provoquer la rupture de la matière fondue, ce qui entraîne une rugosité de la surface. En outre, le gonflement de la filière peut se produire en raison de la nature élastique du polymère fondu, ce qui affecte la précision dimensionnelle du tube extrudé.
- Solution : L'optimisation de la conception de la vis pour réduire les contraintes de cisaillement et l'utilisation d'une filière avec une longueur de bande appropriée peuvent minimiser ces problèmes. L'utilisation d'un équipement de calibrage post-extrusion peut également aider à obtenir les dimensions souhaitées.
- Uniformité des propriétés physiques:
- Défi : Il peut être difficile d'obtenir des propriétés physiques uniformes sur toute la longueur du tube, en particulier pour les tubes à parois minces.
- Solution : L'utilisation d'une vis de barrage peut améliorer le mélange et l'homogénéisation de la matière fondue. Une qualité constante de la matière première et un contrôle précis des paramètres d'extrusion sont également essentiels.
- Cohérence des couleurs dans les tubes colorés:
- Défi : Pour les tubes en nylon PA coloré, il peut être difficile d'obtenir une couleur homogène sur l'ensemble du lot, en particulier lorsque l'on change de couleur entre les différents cycles de production.
- Solution : Utiliser des granulés de mélanges-maîtres à forte concentration de pigments pour une dispersion uniforme des couleurs. Mettre en œuvre des procédures de nettoyage approfondi lors des changements de couleur afin d'éviter toute contamination.
- Gestion du rétrécissement après extrusion:
- Défi : Le nylon PA a tendance à se rétracter lors du refroidissement, ce qui peut affecter la précision dimensionnelle du tube.
- Solution : L'utilisation d'une cuve de calibrage sous vide pour contrôler les dimensions pendant le processus de refroidissement peut compenser le rétrécissement. L'ajustement de la vitesse de refroidissement et de la température peut également aider à gérer les niveaux de rétrécissement.
Conclusion :
La compréhension et le contrôle des variables clés du processus d'extrusion, telles que le prétraitement du matériau, la conception de la vis, le contrôle de la température, la vitesse de refroidissement et la vitesse d'étirement, sont essentiels pour la production de tubes en nylon PA de haute qualité. Pour relever ces défis, il faut procéder à une série d'expériences et d'ajustements afin de trouver les meilleures conditions de production. Notre procédé d'extrusion du PA, qui met l'accent sur un contrôle précis et des solutions innovantes, représente le summum de l'excellence en matière de fabrication dans l'industrie plastique.
Tags :
Processus d'extrusion (1) Extrusion PA (1) Extrudeuses en plastique (3) Tuyau renforcé (2) Projets de réussite (1) Extrusion de TPE (1) Dépannage (1)
Produit connexe :