البقع السوداء في البثق: كيفية تتبع المصدر الحقيقي
ليدي
تُعد البقع السوداء في منتجات البثق واحدة من أكثر مشاكل الجودة شيوعًا - والأكثر شيوعًا - في ماكينة بثق البلاستيك.
عندما تظهر جسيمات داكنة أو بقع محترقة أو تلوث غريب في المنتج، يكون رد الفعل الأول في معظم طوابق الإنتاج متوقعًا: رفع درجة الحرارة لدفع المواد المتبقية للخارج، أو تشغيل مركب التطهير بقوة، أو إغلاق الخط لتفكيكه بالكامل. وفي بعض الأحيان، تحدث الأمور الثلاثة في نفس الوردية.
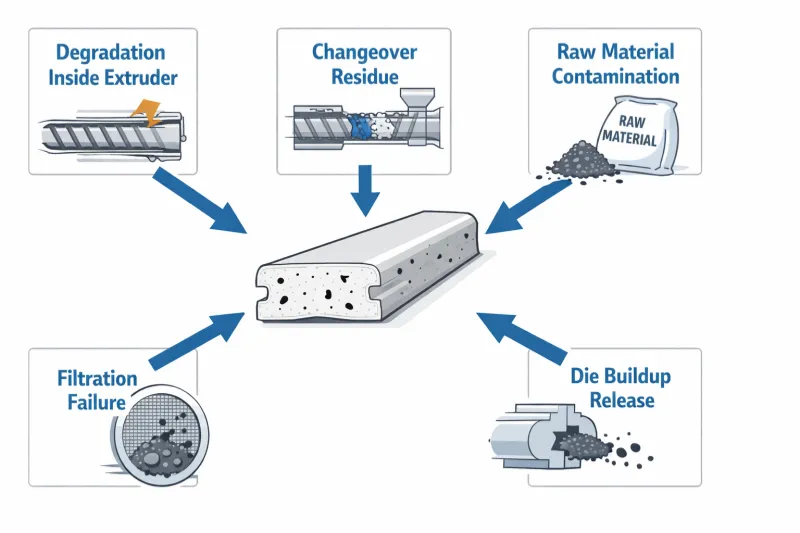
تكمن المشكلة في أن البقع السوداء ليست مشكلة واحدة. يمكن أن ينشأ العيب البصري نفسه - الجسيمات الداكنة المدمجة في المنتج - من مصادر مختلفة تمامًا:
- المادة المتحللة والمتفحمة المتولدة داخل الطارد
- المواد المتبقية المتبقية بعد تغيير اللون أو المادة
- التلوث الأجنبي الذي يتم إدخاله من خلال المواد الخام أو إعادة الطحن أو نظام النقل
- فشل الترشيح الذي يسمح بمرور الجسيمات دون فحصها
- الترسبات المتراكمة داخل القالب أو قناة التدفق التي تنطلق بشكل دوري
يتبع كل مصدر آلية مختلفة. ويتطلب كل منها إجراءً تصحيحياً مختلفاً. ويترك كل منها نمط تشخيصي مختلف - إذا كنت تعرف ما الذي تبحث عنه.
يعالج التفكيك الكامل للماكينة كل ذلك في آنٍ واحد، ولكنه أيضًا يكلف معظم الوقت، وأكبر قدر من الخسارة في الإنتاج، وأكبر قدر من العمالة. في العديد من الحالات، كان من الممكن تحديد مصدر التلوث - وتصحيحه - دون إيقاف الخط على الإطلاق.
ستتعلم في هذه المقالة:
- لماذا يجب تصنيف البقع السوداء في البثق حسب النمط قبل اتخاذ أي إجراء تصحيحي
- كيفية استخدام طريقة العزل لفصل التدهور الداخلي عن التلوث الخارجي
- مصادر التلوث الأربعة الأكثر شيوعاً وكيف يبدو كل منها في الممارسة العملية
- ما هي الفحوصات منخفضة التكلفة التي يجب إجراؤها قبل إغلاق الخط
- جدول تشخيصي سريع المرجعية لمطابقة أنماط التلوث بالمصادر المحتملة
- كيف ترتبط هذه المقالة بالموضوع الأوسع نطاقاً [استكشاف مشاكل بثق البلاستيك وإصلاحها] إطار العمل
عادةً ما تكون أسرع طريقة لحل مشكلة البقع السوداء هي عدم تنظيف كل شيء أولاً، ولكن تضييق نطاق مصدر التلوث على الأرجح.
1. اقرأ النمط أولاً: عشوائي، أم متكرر، أم متكرر أم مرتبط بدفعة واحدة؟
قبل فتح أي أبواب وصول أو جدولة إيقاف التشغيل، تتمثل الخطوة التشخيصية الأولى في قراءة كيفية ظهور البقع السوداء - وليس فقط ما إذا كانت موجودة.
نمط الحدوث نفسه هو معلومات تشخيصية. فهو يفصل بين الأسباب أسرع من أي نقطة فحص واحدة.
اطرح هذه الأسئلة قبل لمس أي إعدادات:
- هل البقع مستمرة، أم أنها تظهر وتختفي؟
- هل هي عشوائية تمامًا، أم أنها تتكرر على فترات زمنية محددة؟
- هل بدأت على الفور عند بدء التشغيل، أم بعد التشغيل لبعض الوقت فقط؟
- هل هي مرتبطة بدفعة محددة من المواد، أم أنها تظهر بغض النظر عن مصدر المواد؟
- هل تزداد سوءًا عند ارتفاع سرعة الخط، أم تظل كما هي؟
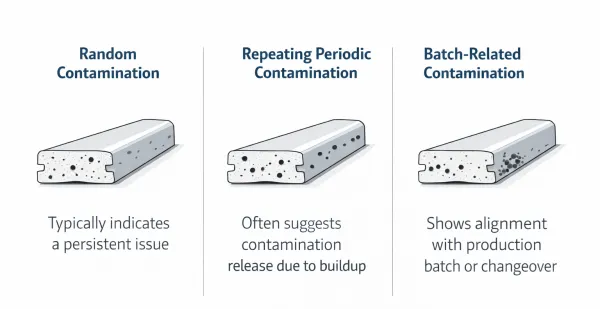
تشير الإجابات عادةً إلى أحد أنواع الأنماط الثلاثة:
التلوث العشوائي
تظهر البقع بدون دورة أو توقيت واضح. بعض المنتجات نظيفة، والبعض الآخر ليس كذلك. هذا النمط أكثر اتساقًا مع التلوث الخارجي - الجسيمات الغريبة من المواد الخام أو إعادة الطحن أو المناولة أو النقل - أو مع كميات صغيرة من المواد المتبقية التي تنطلق بشكل غير متوقع من مناطق الاحتجاز المخفية.
التلوث المتكرر أو الدوري
تظهر البقع على فترات منتظمة تقريبًا، أو تزداد باطراد مع وقت التشغيل. يشير هذا النمط بشكل أكبر نحو تراكم القالب الذي يتم إطلاقه في الدورات، أو تراكم البقع الميتة داخل مسار التدفق، أو التدهور التدريجي من التعرض للحرارة لفترات طويلة.
التلوث المرتبط بالدفعات
لا تظهر البقع إلا مع دفعة مواد معينة، أو دفعة محددة من إعادة الطحن، أو بعد تغيير معين. عندما يتغير مصدر المادة، يتغير التلوث معه. هذا النمط هو الأكثر اتساقًا مع تلوث المواد الخام أو التطهير غير الكامل بعد تغيير اللون أو الصيغة.
ما يلاحظه المشغلون المتمرسون أولاً إذا كانت البقع السوداء تظهر دائمًا بشكل أسوأ خلال أول 30 دقيقة بعد بدء التشغيل ثم تقل تدريجيًا، فإن الاتجاه الأكثر ترجيحًا هو المواد المتدهورة المحتجزة - وليس تلوث المواد الخام الواردة. إذا بدأت البقع فجأة في منتصف التشغيل وارتبطت بكيس جديد أو دفعة جديدة من إعادة الطحن، فإن تلوث مناولة المواد ينتقل إلى أعلى القائمة. يخبرك النمط أين تبحث قبل فتح أي شيء.
لا تغطي هذه الفئات الثلاث كل الحالات بشكل كامل. لكنها تضيّق اتجاه التشخيص بشكل كبير - ولا تكلف شيئاً لمراعاتها.
قبل تحديد مكان التنظيف، حدد أولاً نوع نمط التلوث الذي تراه بالفعل.
2. البقع السوداء في البثق: كيفية عزل المصدر قبل تمزيق الخط قبل تمزيق الخط
هذه هي الطريقة الأساسية للمقال. ليس الهدف هو سرد كل سبب محتمل، ولكن إعطاء المشغلين تسلسلًا منظمًا يقلل من عدم اليقين خطوة بخطوة - قبل الالتزام بالتدخل المكلف.
المبدأ بسيط: عزل قبل التفكيك. المراقبة منخفضة التكلفة أولاً، والتفكيك عالي التكلفة أخيراً.
الخطوة 1: تسجيل نمط التلوث
قبل أن تفعل أي شيء آخر، قم بتوثيق ما تراه:
- متى ظهرت البقع السوداء لأول مرة؟ (الوقت والنوبة والتاريخ)
- هل هي مستمرة أم متقطعة؟
- هل هي مرتبطة ببدء التشغيل، أو التشغيل الثابت، أو التغيير، أو تغيير السرعة، أو تغيير السرعة؟
- هل تظهر في جميع المخرجات، أم في عمليات تشغيل أو دفعات معينة فقط؟
يستغرق ذلك خمس دقائق. يمنع الخطأ التشخيصي الأكثر شيوعًا: التعامل مع مشكلة خاصة بنمط معين على أنها مشكلة عامة في نظافة الماكينة.
الخطوة 2: فصل التوليد الداخلي عن المقدمة الخارجية
هذا هو أهم مفترق طرق في مسار التشخيص.
علامات تشير إلى التوليد الداخلي:
- يزداد التلوث مع مرور وقت التشغيل أو بعد التوقفات الطويلة
- تبدو البقع مثل الجسيمات الداكنة أو المتفحمة أو المحترقة
- تستمر المشكلة حتى بعد التحول إلى المواد البكر النظيفة
- أسوأ بعد فترات بدء التشغيل أو فترات الانتظار منخفضة السرعة
علامات تشير إلى مقدمة خارجية:
- يرتبط التلوث بدفعة أو كيس أو دفعة محددة أو دفعة إعادة الطحن
- تتغير المشكلة عند تغير مصدر المادة
- تشمل البقع جسيمات غريبة غير بلاستيكية (ألياف، غبار، رقائق معدنية)
- تم تغيير المورد أو نسبة إعادة الطحن أو إعداد النقل مؤخرًا
يؤدي الحصول على هذه الشوكة بشكل صحيح إلى تجنب التشخيص الخاطئ الأكثر تكلفة: تفكيك الطارد والقالب عندما لا يكون التلوث قد نشأ داخل الماكينة.
الخطوة 3: التحقق من أحداث العملية الأخيرة
اسأل فريق الإنتاج:
- هل كان هناك تغيير حديث في المادة أو اللون؟
- هل تم إيقاف الخط وإعادة تشغيله؟ لكم من الوقت؟
- هل تم تغيير حزمة الشاشة مؤخراً؟ هل تم تركيبها بشكل صحيح؟
- هل تم تقديم دفعة جديدة من إعادة الطحن؟
- هل تمت صيانة أو فتح أي أنظمة نقل أو تجفيف من المنبع؟
في معظم الحالات، يرتبط ظهور البقع السوداء بحدث عملية محددة. يؤدي تحديد هذا الحدث إلى تضييق نطاق المصدر بشكل كبير.
الخطوة 4: فحص نقاط التفتيش منخفضة التكلفة قبل الإغلاق
يمكن إجراء هذه الفحوصات أثناء استمرار تشغيل الخط أو أثناء فترة توقف قصيرة - لا يلزم إجراء تفكيك كامل:
- المواد الخام وإعادة الطحن: اسحب عينة من القادوس وافحصها بصريًا. تحقق من تغير اللون والجسيمات الغريبة والغبار وشظايا العبوة.
- مسار النقل: افحص اللودر، وخطوط النقل، وداخل القادوس بحثًا عن تراكم التلوث أو البقايا من المواد السابقة.
- حزمة الشاشة والفلتر: راجع توقيت آخر تغيير للشاشة. إذا كان مبدل الشاشة المستمر قيد الاستخدام، تحقق مما إذا كانت الشاشة قد تم تبديلها مؤخراً. لاحظ ما إذا كان التلوث قد تغير بعد آخر تبديل للشاشة.
- منطقة شفة القالب: إذا كان الوصول إليها آمنًا، افحص مخرج القالب بصريًا بحثًا عن تراكم أو سيلان اللعاب أو ترسبات متغيرة اللون عند حافة الشفة.
- الوقت وسجل الدفعات: مضاهاة حدوث التلوث مع سجلات دفعات المواد وسجل التبديل.
- مقارنة بدء التشغيل مقابل التشغيل الثابت: لاحظ ما إذا كان التلوث أسوأ أثناء بدء التشغيل (يشير إلى مادة متدهورة محتجزة) أو ثابت (يشير إلى مصدر تلوث مستمر).
الخطوة 5: تحديد نطاق التدخل
فقط بعد الخطوات 1-4 يجب أن تقرر مستوى التدخل:
- إذا كانت الأدلة تشير إلى مادة خام → تبديل مصدر المادة الخام أو إعادة طحنها، لاحظ
- إذا كانت الأدلة تشير إلى وجود مخلفات تغيير → دورة التطهير المستهدفة، وليس التصفية الكاملة
- إذا كان الدليل يشير إلى الترشيح → استبدل حزمة الغربال، تحقق من إحكام الغلق
- إذا كان الدليل يشير إلى تراكم القالب → تنظيف القالب والمحول وفحص مسار التدفق
- إذا كانت الأدلة تشير إلى تدهور الماسورة/البرغي → الجدول الزمني [تنظيف مناسب للبراغي والماسورة] مع التفكيك الكامل
أفضل طريقة لاستكشاف أخطاء البقع السوداء وإصلاحها ليست تنظيف الخط بأكمله أولاً، ولكن تقليل عدم اليقين أولاً.
3. عندما يتم إنشاء بقع سوداء داخل العملية
لا يتم جلب بعض البقع السوداء من الخارج. فهي تتولد داخل الطارد نفسه - من خلال التدهور، أو السخونة الزائدة، أو وقت المكوث المفرط، أو المواد المتفحمة المتراكمة في البقع الميتة داخل مسار التدفق.
كيف يحدث ذلك
يبدأ البلاستيك المعرض لدرجة حرارة عالية لفترة طويلة في التحلل. تتكسر سلاسل البوليمر، وتصبح المادة داكنة اللون، وفي النهاية تتكربن - مكونة جسيمات صلبة داكنة تتشبث بالأسطح المعدنية داخل الماسورة أو رحلات البراغي أو المحول أو قنوات القالب.
تتراكم هذه الجسيمات تدريجيًا. ثم تنطلق بعد ذلك - أحيانًا بكميات صغيرة أثناء الإنتاج الثابت، وأحيانًا بكميات أكبر بعد حدوث اضطراب في العملية مثل دورة التوقف والتشغيل، أو تغيير السرعة، أو تعديل درجة الحرارة.
المحفزات الشائعة
- ضبط درجة حرارة البرميل أو القالب على درجة حرارة أعلى مما تتطلبه المادة
- فترة مكوث ممتدة أثناء التشغيل بسرعة منخفضة أو توقف الإنتاج مؤقتًا
- البقع الميتة في تصميم البرغي أو هندسة المحول أو قنوات تدفق القالب حيث يمكن أن تتجمد المواد - مما يسمح لكميات صغيرة من الراتنج بالتحلل بمرور الوقت وتطلق بشكل متقطع على شكل بقع سوداء. تم توثيق هذه الآلية بشكل جيد في معالجة البلاستيك؛ للحصول على شرح ذي صلة لكيفية تسبب المواد المحتبسة في مناطق التدفق السلبي في حدوث تلوث متقطع، انظر هذا التحليل من بلاستيك تكنولوجي.
- معالجة المواد الحساسة للحرارة (PVC، PETG، بعض البولي فينيل كلورايد متعدد الكلور، PETG، بعض البولي إيثيلين تيريفثالات البولي إيثيلين) دون التحكم الكافي في درجة الحرارة
- بدء التشغيل أو إعادة التشغيل بعد إيقاف التشغيل لفترة طويلة دون تطهير مناسب
كيف يبدو هذا النوع من التلوث
- جزيئات داكنة داكنة المظهر - غالبًا ما تكون أكثر صلابة من المادة المحيطة بها
- التلوث الذي يزداد سوءًا كلما طالت مدة تشغيل الخط دون انقطاع
- أكثر حدة بعد بدء التشغيل، خاصةً عندما يكون الخط مثبتًا في درجة الحرارة أثناء التوقف
- يظهر حتى مع المواد النظيفة البكر - لأن المصدر موجود بالفعل داخل الماكينة
- تتركز في بعض الأحيان في مناطق محددة من المقطع العرضي للمنتج، وهو ما يتوافق مع البقع الميتة في مسار التدفق
حدود الحكم
لا تمثل جميع البقع السوداء تدهورًا. لا يكون التدهور هو المشتبه به الرئيسي إلا عندما يرتبط نمط التلوث بشكل واضح بتاريخ الحرارة - مدة التشغيل، أو أحداث التوقف والتشغيل، أو تغيرات درجة الحرارة، أو وقت المكوث.
إذا كان التلوث لا يتغير عند تبديل دفعات المواد ولكنه يتغير عند تغيير الظروف الحرارية أو مدة التشغيل، فيجب التحقق من التدهور قبل تلوث المواد الخام أو مناولة المواد الخام.
إذا زاد التلوث مع تاريخ الحرارة، أو التوقف، أو فترة المكوث الطويلة، فغالبًا ما يكون التدهور هو المشتبه به الأقوى من تلوث المواد الخام.
4. عندما تكون المشكلة مادة قديمة لا تزال مختبئة في الخط
بعد تغيير المواد أو تغيير اللون أو تعديل الصيغة، قد تظهر بقع سوداء أو تلوث لوني - ليس بسبب دخول أوساخ جديدة إلى الخط، ولكن بسبب عدم إزالة المواد القديمة بالكامل.
لماذا من السهل التشخيص الخاطئ لبقايا التغيير
لا تظهر بقايا التغيير دائمًا على الفور. يمكن للمواد القديمة أن تختبئ في مناطق التدفق المنخفض لساعات أو حتى أيام قبل أن يتم إطلاقها تدريجيًا. وهذا يخلق نمط تلوث يبدو متقطعًا وغير متوقع - ولهذا السبب غالبًا ما يتم إلقاء اللوم على “المواد الفاسدة” أو “النظافة العامة للماكينة” بدلاً من التطهير غير الكامل.
حيث تختبئ البقايا
- الجزء الخلفي من البرغي (مناطق الضغط المنخفض مع ضعف الكنس)
- مناطق جدران البراميل ذات التدفق المنخفض
- المحول ومنطقة لوحة القواطع
- داخل مبدل الشاشة وحوله
- زوايا القالب الداخلية والمناطق منخفضة السرعة والمناطق الانتقالية
- حواف شفة القالب حيث يمكن أن تتراكم المواد وتنفصل بشكل دوري
كيف يبدو هذا النوع من التلوث
- يظهر بعد فترة وجيزة من تغيير اللون أو تبديل المواد أو تعديل نسبة الطحن
- ثقيلة في البداية، ثم تنخفض تدريجيًا بمرور الوقت - ولكن لا تختفي تمامًا
- يبدو أن التطهير يساعد بشكل مؤقت، ثم تعود البقع مرة أخرى
- قد يظهر تلوث اللون والبقع السوداء معًا
- تميل نفس تركيبة الخط والقالب إلى إظهار هذه المشكلة بشكل متكرر بعد عمليات التغيير
الحكم العملي
إذا ارتفعت نسبة التلوث بعد التغيير ثم انخفضت ببطء مع استمرار الإنتاج، فهذا يشير إلى إطلاق مواد متبقية أكثر من دخول تلوث جديد إلى النظام.
عادةً ما تكون الاستجابة الصحيحة هي عملية تطهير أكثر شمولاً أو مستهدفة - وليس عملية تفكيك فورية كاملة. إذا لم يحل التطهير وحده المشكلة، فيجب تحديد مناطق الاحتجاز وتنظيفها فعليًا. للاطلاع على إطار قرار التنظيف الكامل - متى يتم التطهير ومتى يتم التفكيك - انظر [كيفية تنظيف برغي الطارد وماسورة البثق بشكل صحيح].
عندما يكون التلوث مرتبطًا ارتباطًا وثيقًا بعمليات التغيير، فإن المشتبه به الأول غالبًا ما لا يكون الأوساخ الجديدة التي تدخل الخط، ولكن المواد القديمة التي يتم إطلاقها من مناطق الاحتجاز المخفية.
5. عندما يأتي التلوث من خارج الطارد
لا تنشأ جميع البقع السوداء داخل الماكينة. في كثير من الحالات، يكون التلوث موجودًا بالفعل قبل دخول المادة إلى البرميل - يتم إدخاله من خلال جودة المواد الخام، أو محتوى إعادة الطحن، أو التغليف، أو أنظمة النقل، أو بيئة الإنتاج نفسها.
هذه الفئة هي الفئة التي غالبًا ما يتم تجاهلها عندما يبدأ استكشاف الأعطال وإصلاحها من افتراض أن “الماكينة يجب أن تكون متسخة”.”
مصادر التلوث الخارجي الشائعة
- عيوب المواد الخام: كريات متغيرة اللون، أو جسيمات متحللة مسبقًا، أو شوائب غريبة موجودة بالفعل في الكيس أو التسليم بالجملة
- تلوث العبوات: ألياف الورق، أو شظايا الأكياس المنسوجة، أو الغبار، أو المادة اللاصقة للملصقات من الأكياس التالفة أو المغلقة بشكل غير صحيح
- إعادة التلوث بالتلوث: إعادة طحن المواد المختلطة، أو إعادة الطحن المتدهورة من عمليات التشغيل السابقة، أو الرقائق المعدنية الناتجة عن تآكل شفرة المحبب، أو تراكم الغبار في صناديق تخزين إعادة الطحن
- تلوث نظام النقل: المواد المتبقية في لوادر التفريغ أو خراطيم النقل أو صناديق التوزيع من عمليات الإنتاج السابقة؛ تراكم الغبار أو الرطوبة داخل خطوط النقل
- تلوث النطاط: غبار المواد، أو التكثيف، أو التلوث التبادلي من الإضافة اليدوية للمواد المضافة أو الماسترباتش
- بيئة ورشة العمل: الغبار المتطاير في الهواء، أو الجسيمات المعدنية من عمليات التصنيع القريبة، أو الحطام المتساقط في القواديس المفتوحة
كيف يبدو هذا النوع من التلوث
- يرتبط ارتباطًا وثيقًا بدفعة مواد محددة، أو دفعة مواد معينة، أو دفعة إعادة الطحن، أو شحنة المورد
- أكثر تواترًا عندما تكون نسبة إعادة الطحن أعلى
- تم تنظيف الماكينة ولكن لا يزال التلوث مستمراً
- يتغير نمط التلوث عندما يتغير مصدر المواد
- يكشف الفحص البصري للمواد الخام أو إعادة الطحن عن وجود جسيمات غريبة مرئية أو تغير اللون أو الغبار
- لا يزداد سوءًا مع مرور وقت التشغيل - يظل ثابتًا تقريبًا طالما يتم استخدام نفس المادة
حدود الحكم
إذا كانت البقع السوداء تتبع المادة - تظهر مع دفعة واحدة دون أخرى، أو تزداد مع نسبة إعادة الطحن، أو تختفي عند التبديل إلى الراتنج البكر النظيف - فإن الماكينة ليست المكان الأول الذي يجب البحث فيه.
تخلص من التلوث الخارجي كاحتمال محتمل قبل الالتزام بالتفكيك الداخلي. اسحب عينة من المواد وافحصها بصريًا وتحقق من مسار النقل. هذه فحوصات مدتها خمس دقائق يمكن أن تمنع التفكيك الذي يستغرق أربع ساعات.
إذا كان التلوث يتبع دفعة أو دفعة إعادة طحن أو حدث مناولة، فقد يكون المصدر خارج الطارد وليس داخله.
6. عندما يخطئه المرشح أو يطلقه القالب
حتى عندما يكون مصدر التلوث من المنبع، غالبًا ما تحدد آليتان في المصب ما إذا كانت البقع السوداء تصل بالفعل إلى المنتج النهائي: فعالية الترشيح وإطلاق رواسب القالب. وهاتان آليتان مختلفتان للفشل وينبغي تشخيصهما بشكل منفصل.
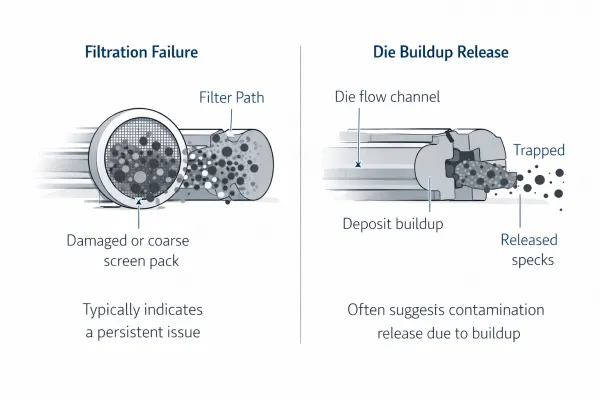
6.1 مشاكل الترشيح
إن مغير شاشة البثق ونظام الترشيح بين الطارد والقالب. وتتمثل مهمتهما في اعتراض التلوث - الجسيمات المتحللة، والمواد الغريبة، والمواد الهلامية غير الذائبة - قبل أن يصل الذوبان إلى القالب ويصبح جزءًا من المنتج.
عندما تفشل عملية الترشيح، يمر التلوث الذي كان من الممكن أن يتم التقاطه إلى المنتج.
أنماط فشل الترشيح الشائعة:
- شبكة حزمة الغربال خشنة للغاية بالنسبة لحجم جسيمات التلوث
- تلف حزمة الشاشة أو تمزقها أو تركيبها بشكل غير صحيح أثناء التركيب
- تجاوز أو تسرب حول حزمة الغربال بسبب الأختام البالية أو التجميع غير الصحيح
- مغير الغربال المستمر غير متقدم بشكل كافٍ - منطقة الغربال النشطة مسدودة جزئياً، مما يقلل من فعالية الترشيح
- يقدم حدث تغيير الشاشة نفسه نبضة قصيرة من المواد غير المفلترة
كيف يبدو التلوث المرتبط بالترشيح:
- يتغير مستوى التلوث بشكل ملحوظ بعد تغيير الغربال - إما أن يتحسن (الغربال الجديد يلتقط المزيد) أو يتفاقم مؤقتًا (مرور المواد المضطربة أثناء التبديل)
- تتنوع أحجام الجسيمات وأنواعها - لا يوجد نوع واحد متسق من البقع
- مخاطر التلوث في المنبع موجودة (إعادة الطحن، التدهور) ولكن المنتج النهائي يظهر تلوثًا أكثر من المتوقع لشبكة الغربال المستخدمة
- يقلل إحكام شبكة الغربال (ترشيح أدق) من المشكلة بشكل ملحوظ
6.2 تراكم القالب وإطلاق الرواسب
رأس القالب، وقنوات التدفق، ومنطقة شفة القالب هي أسطح التلامس النهائية قبل أن يصبح الذوبان منتجًا. وبمرور الوقت، يمكن أن تتراكم هذه الأسطح بمرور الوقت - المواد المتدهورة أو البقايا المتفحمة أو تراكم المواد المضافة - خاصةً في المناطق منخفضة السرعة والانتقالات الحادة والمناطق التي تخلق فيها هندسة مسار التدفق ركودًا.
لا تنطلق هذه الرواسب بشكل مستمر. فهي تتراكم ببطء، ثم تنفصل على شكل شظايا - مما يخلق نمط تلوث يظهر بشكل دوري أو يتفاقم تدريجياً مع وقت التشغيل.
كيف يبدو تلوث تراكم القوالب:
- تظهر البقع السوداء بتواتر دوري يمكن التعرف عليه أو تزداد باطراد على مدار ساعات الإنتاج
- يؤدي تنظيف القالب والمحول إلى تحسن فوري وكبير - ولكن تعود المشكلة بعد أيام أو أسابيع
- التلوث ليس عشوائيًا - فهو يميل إلى التكرار في مواضع المنتجات المتشابهة أو على فترات متشابهة
- بعض تصميمات القوالب أو الأشكال الهندسية للمنتجات أكثر عرضة لهذه المشكلة من غيرها
- يظهر على شفة القالب تراكم مرئي أو سيلان اللعاب أو تغير لون المادة عند فحصها
التمييز الحاسم
مشاكل الترشيح حول ما يحصل من خلال - فشل المرشح في إيقاف التلوث الذي كان موجودًا بالفعل في المنبع.
مشاكل تراكم القوالب حول ما يتم إطلاقه - يصبح القالب نفسه مصدرًا للتلوث من خلال التراكم التدريجي والتساقط الدوري.
هذه آليات مختلفة مع إصلاحات مختلفة. “القالب متسخ” ليس تشخيصًا مفيدًا. إن معرفة ما إذا كانت المشكلة هي تجاوز الترشيح أو إطلاق الرواسب يحدد ما إذا كنت بحاجة إلى تغيير الشاشة، أو إعادة تصميم إعداد الترشيح، أو تنظيف القالب، أو معالجة مشكلة هندسة مسار التدفق.
قد تبدأ مشكلة التلوث من المنبع، ولكن غالبًا ما يعتمد وصولها إلى المنتج على قدرة المرشح على إيقافها وميل القالب إلى إطلاق الرواسب المتراكمة.
7. جدول تشخيصي من صفحة واحدة: نمط التلوث ← المصدر المحتمل ← المصدر المحتمل ← الفحص الأول
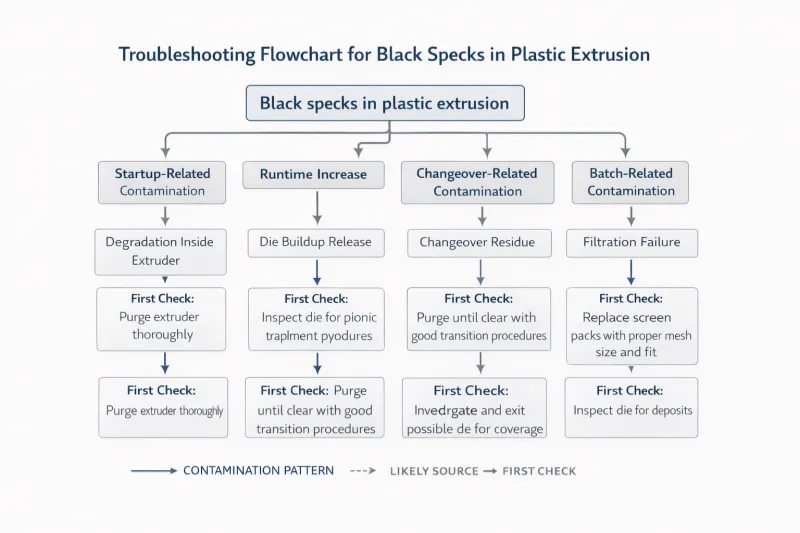
يعد هذا الجدول مرجعًا للاستجابة الأولى - وليس ضمانًا لتشخيص سبب واحد. استخدمه لجعل الخطوة الأولى أسرع وأكثر دقة.
| نمط التلوث | المصدر المرجح | الفحص الأول |
|---|---|---|
| أسوأ بعد بدء التشغيل أو إعادة التشغيل | التحلل/المواد المتفحمة المحتجزة | مراجعة تاريخ الحرارة، وزمن المكوث، ومدة التوقف |
| يزداد باطراد مع مرور وقت التشغيل | التدهور أو تراكم القوالب | فحص شفة القالب، وفحص تراكم البقع الميتة |
| طفرات بعد تغير اللون أو المادة، ثم تنخفض ببطء | مخلفات التحويل | تقييم فعالية التطهير؛ التحقق من مناطق الاحتجاز المخفية |
| مرتبط بدفعة مواد محددة أو دفعة مواد معينة أو دفعة إعادة الطحن | تلوث المواد الخام / المناولة | فحص مصدر المواد، وجودة إعادة الطحن، ومسار النقل |
| يتغير بشكل ملحوظ بعد تغيير الشاشة | مشكلة الترشيح | افحص حالة حزمة الغربال وحجم الشبكة ومانع التسرب |
| البقع الدورية على فترات منتظمة تقريبًا | يتم إطلاق سراح القالب المتراكم في دورات | فحص مسار تدفق القالب، والبقع الميتة، ومنطقة الشفاه |
| يستمر بغض النظر عن المادة أو الدفعة أو التغيير | التدهور الداخلي أو مشكلة مسار التدفق المزمن | افحص حالة الماسورة/البرغي، وهندسة المحول، والمناطق الميتة في القالب |
| يظهر فقط عند سرعة الخط العالية | عدم كفاية الترشيح أو التدهور المرتبط بالإقامة | تحقق مما إذا كانت سعة الترشيح والتبريد متطابقة مع الإنتاجية |
يمكن للمشغلين طباعة هذا الجدول والاحتفاظ به بالقرب من الخط. ليس الهدف هو استبدال الحكم الهندسي - بل جعل خطوة التشخيص الأولى أسرع.
8. الخاتمة: لا تعامل كل بقعة سوداء بنفس الطريقة
تبدو البقع السوداء في منتجات البثق متشابهة، ولكن يمكن أن تكون أسبابها مختلفة اختلافًا جوهريًا. لا تكمن الصعوبة في وجود العديد من المصادر المحتملة - بل تكمن في أن المصادر المختلفة تنتج عيوبًا متشابهة بصريًا.
يتبع كل مصدر من مصادر التلوث الرئيسية الأربعة آلية مختلفة:
- التدهور الداخلي - المواد المتفحمة الناتجة عن الحرارة والوقت وركود مسار التدفق داخل الطارد
- مخلفات التحويل - مادة قديمة محتجزة في مناطق الاحتجاز، يتم إطلاقها تدريجياً بعد تبديل المادة أو اللون
- تلوث المواد الخام والتعامل مع المواد الخام - جزيئات غريبة، أو جزيئات متحللة، أو تلوث بيئي تم إدخاله قبل دخول المادة إلى البرميل
- فشل الترشيح أو تراكم القوالب - التلوث الذي يمر من خلال مرشح غير كافٍ، أو الرواسب التي تتراكم داخل القالب وتخرج بشكل دوري
تتبع طريقة العزل الموضحة في هذه المقالة مبدأ واحدًا: تضييق المصدر قبل الالتزام بأقصى قدر من التدخل.
- قراءة نمط التلوث - عشوائي، أو متكرر، أو متعلق بالدفعات
- فصل التوليد الداخلي عن المقدمة الخارجية
- التحقق من أحداث العملية الأخيرة للتحقق من الارتباط
- فحص نقاط التفتيش منخفضة التكلفة قبل جدولة الإغلاق
- ثم اختر التدخل الذي يتطابق مع المصدر الأكثر احتمالاً
لا تتطلب كل مشكلة من مشاكل البقع السوداء تفكيك الخط بالكامل. يمكن حل العديد منها - أو على الأقل تشخيصها بشكل صحيح - من خلال المراقبة وأخذ العينات والفحوصات المستهدفة التي تستغرق دقائق بدلاً من ساعات.
للاطلاع على الإطار العام لكيفية تصنيف ومعالجة أي مشكلة في خط البثق - بما في ذلك التلوث - انظر [استكشاف أخطاء البثق البلاستيك وإصلاحها: دليل عملي لتشخيص مشاكل الخطوط بسرعة].
عندما تظهر بقع سوداء، فإن الهدف ليس تنظيف معظم الأجزاء أولاً، ولكن تحديد المصدر الأكثر احتمالاً أولاً.
الأسئلة الشائعة حول البقع السوداء في البثق
س1: ما هي أسرع طريقة للعثور على مصدر البقع السوداء في البثق؟
اقرأ نمط التلوث أولاً. حدد ما إذا كانت البقع عشوائية أو متكررة أو متعلقة بالدفعة. ثم افصل ما إذا كان المصدر داخليًا على الأرجح (التدهور، الاحتفاظ) أو خارجيًا (المواد، المناولة). عادةً ما يؤدي هذا التصنيف المكون من خطوتين - قبل أي فحص مادي - إلى استبعاد نصف الأسباب المحتملة على الأقل ويخبرك أين يجب التحقق أولاً.
س2: كيف يمكنني معرفة ما إذا كانت البقع السوداء ناتجة عن التدهور أم عن تلوث المواد الخام؟
تحقق مما إذا كان التلوث يتغير عند تغيير المادة. إذا استمرت البقع عبر دفعات مختلفة من الراتنج البكر النظيف، فمن المرجح أن يكون المصدر داخليًا - التدهور أو الاحتفاظ بالكربنة أو تراكم القالب. إذا ظهرت البقع فقط مع دفعة معينة أو دفعة إعادة طحن معينة، فإن التلوث الخارجي للمواد هو المشتبه به الأقوى.
السؤال 3: هل يجب إغلاق الخط فور ظهور بقع سوداء؟
ليس بالضرورة. يمكن تضييق نطاق العديد من مصادر التلوث - أو حتى تأكيدها - دون إيقاف الخط. قم بتسجيل النمط، والتحقق من أحداث العملية الأخيرة، وفحص المواد الخام وإعادة الطحن بصريًا، ومراجعة سجل تغيير الغربال، ومقارنة مستويات التلوث في بدء التشغيل مقابل مستويات التلوث في التشغيل الثابت. غالبًا ما تحدد هذه الفحوصات منخفضة التكلفة الاتجاه قبل الحاجة إلى أي تفكيك.
السؤال 4: لماذا تعود البقع السوداء مرة أخرى بعد تنظيف الطارد؟
إذا عاد التلوث بعد التنظيف، فقد لا يكون المصدر هو البرميل والبرغي. تشمل الأسباب الشائعة ما يلي: البقع الميتة في مسار تدفق القالب التي تعيد تراكم الرواسب، أو التطهير غير الكامل الذي يترك المواد في مناطق الاحتفاظ المخفية، أو التلوث المستمر للمواد الخام أو إعادة الطحن الذي يعيد إدخال الجسيمات بعد كل عملية تنظيف، أو نظام الترشيح الذي لا يلتقط التلوث في المنبع بشكل فعال. إن نمط التكرار - مدى سرعة عودة البقع وتحت أي ظروف - هو المفتاح لتحديد أي من هذه العوامل هو المسؤول.
س5: هل من الممكن أن تأتي البقع السوداء من أكثر من مصدر في نفس الوقت؟
نعم. يمكن أن يكون لخط ما تدهور طفيف في بقعة ميتة وأن يكون يعمل على إعادة الطحن بجودة هامشية وأن يكون لديه حزمة غربلة خشنة للغاية. عندما تتداخل مصادر متعددة، يكون من الصعب قراءة نمط التلوث لأنه لا يتناسب بشكل واضح مع فئة واحدة. في هذه الحالات، قم بإزالة المصادر الأسهل للتحقق منها أولاً (المواد، حزمة الغربال)، ثم اعمل إلى الداخل نحو التدهور وتراكم القوالب.
هل تحتاج إلى مساعدة في تتبع التلوث على خطك؟
إذا استمرت البقع السوداء أو التلوث في الظهور ولم يكن المصدر واضحًا، أرسل لنا:
- نوع المادة ودرجتها
- نسبة البكر إلى المطحون
- عند ظهور التلوث لأول مرة وما إذا كان التلوث مستمرًا أو متقطعًا
- سواءً كانت المشكلة متعلقة ببدء التشغيل، أو متعلقة بالتغيير، أو بالتشغيل الثابت
- صور للمنتج الملوث، وإن أمكن، لقطات مقربة للبقع
- ما إذا كانت تغييرات الشاشة تؤثر على مستوى التلوث
- سواء ظهرت المشكلة في جميع المخرجات أو في دفعات محددة فقط
كلما زاد السياق الذي توفره حول نمط التلوث، كلما تمكنا من المساعدة في تحديد ما إذا كان المصدر هو التدهور أو المواد المتبقية أو تلوث المواد الخام أو فشل الترشيح أو تراكم القوالب - والتوصية بالمسار التصحيحي الصحيح.
استكشف المواضيع
تصفية حسب المواصفات
هل لديك أسئلة فنية؟
فريقنا الهندسي جاهز لمساعدتك في عملية البثق أو تكوين الماكينة.

جيسون شين
جيسون هو مؤسس آلة البثق جينكسين ومهندس مخضرم يتمتع بخبرة عملية تزيد عن 20 عامًا في مجال الماكينات البلاستيكية.
بدأ مسيرته المهنية في الورشة وأتقن كل التفاصيل الفنية - من الأسلاك الكهربائية إلى استكشاف الأخطاء وإصلاحها المعقدة.
واليوم، يشرف شخصياً على عمليات الفحص النهائية، مما يضمن أن كل ماكينة يتم تصنيعها بخبرة فنية عميقة وموثوقية تم اختبارها ميدانياً.
مزيد من القراءة
عرض أسعار خط البثق: ما يتضمنه وما يجب التحقق منه قبل الشراء
هل تقارن بين عروض أسعار خطوط البثق؟ استخدم هذه القائمة المرجعية لنطاق التوريد لمعرفة ما هو مشمول وما هو مستبعد عادةً وما هو...مبادل غربال البثق وترشيح الذوبان: كيفية تقليل التلوث وتذبذب الضغط
دليل عملي لمبدلات الغربال في بثق البلاستيك - كيف يتحكم الترشيح بالذوبان في التلوث، ولماذا تتسبب تغييرات الغربال في الضغط...




