استكشاف أخطاء البثق البلاستيك وإصلاحها: دليل عملي لتشخيص مشاكل الخطوط بسرعة
ليدي
يصبح استكشاف أخطاء البثق البلاستيك وإصلاحها بطيئًا ومكلفًا عندما يتفاعل المشغلون مع الأعراض دون تحديد نوع المشكلة أولاً. قد تبدو مشكلة في الأبعاد، أو مشكلة في التغذية، أو التلوث، أو عطل خاص بالمحطة كلها تبدو عاجلة، ولكنها لا تتبع نفس المنطق. تتمثل أسرع طريقة لاستكشاف أخطاء خط البثق وإصلاحها في تصنيف المشكلة أولاً، ثم اتباع مسار التشخيص الصحيح بدلاً من ضبط الإعدادات بشكل أعمى.
ستتعلم في هذه المقالة:
- لماذا تفشل معظم عمليات استكشاف أخطاء البثق وإصلاحها بسبب ترتيب التشخيص، وليس بسبب نقص الجهد
- كيفية تصنيف أي مشكلة في خط البثق إلى واحدة من أربع فئات قابلة للتكرار قبل لمس أي إعدادات
- متى يجب استخدام نهج الأعراض أولاً مقابل نهج المحطة أولاً
- الأخطاء الأكثر شيوعًا التي تجعل تشخيص الخط أصعب بدلاً من تسهيله
- كيف تتعرف على الأعراض المتعددة التي تشير إلى وجود مشكلة على مستوى النظام بدلاً من سبب منفرد
- كيف يتم تنظيم سلسلة استكشاف الأخطاء وإصلاحها هذه حتى تتمكن من التعمق أكثر في نوع مشكلتك المحددة
1. لماذا يصبح استكشاف أخطاء البثق البلاستيك وإصلاحها مربكًا في كثير من الأحيان
تأتي معظم حالات الفشل في استكشاف أخطاء البثق وإصلاحها من سوء ترتيب التشخيص، وليس من نقص الجهد.
في الإنتاج الحقيقي، نادرًا ما يواجه المشغلون مشكلة واحدة نظيفة. قد يُظهر الخط إنتاجًا غير مستقر، وانحرافًا طفيفًا في سُمك الجدار، وعيوبًا سطحية عرضية في نفس الوقت. وتحت الضغط للحفاظ على استمرار الإنتاج، من الطبيعي البدء في تعديل المعلمات على الفور - سرعة اللولب أو سرعة السحب أو درجة الحرارة أو ظروف التبريد.
تكمن المشكلة في أن التعديل المبكر غالباً ما يخفي السبب الحقيقي بدلاً من إصلاحه. قد يؤدي أحد التغييرات إلى تحسين العَرَض مؤقتًا، بينما يستمر جزء آخر من العملية في الانجراف. وبعد عدة تعديلات، يصبح استقرار الخط أصعب وليس أسهل.
مصدر آخر للخلط هو الخلط بين العرض والسبب. “الخط غير مستقر” ليس تشخيصًا. إنه مجرد وصف. بدون فصل ما يحدث عن سبب حدوثه، يتحول استكشاف الأخطاء وإصلاحها إلى تخمين.
يقلل النهج المنظم من هذا الارتباك. فبدلاً من طرح السؤال “ما الذي يجب أن أغيره”، فإن السؤال الأفضل هو “ما نوع هذه المشكلة؟”.”
2. ابدأ بتصنيف المشكلة، وليس تخمين السبب
الخطوة الأولى في استكشاف الأخطاء وإصلاحها هي تحديد فئة المشكلة، وليس تخمين إعدادات الماكينة.
تقع معظم مشاكل البثق في عدد قليل من الفئات القابلة للتكرار. وبمجرد وضوح الفئة، تصبح الخطوة التالية أكثر وضوحاً.
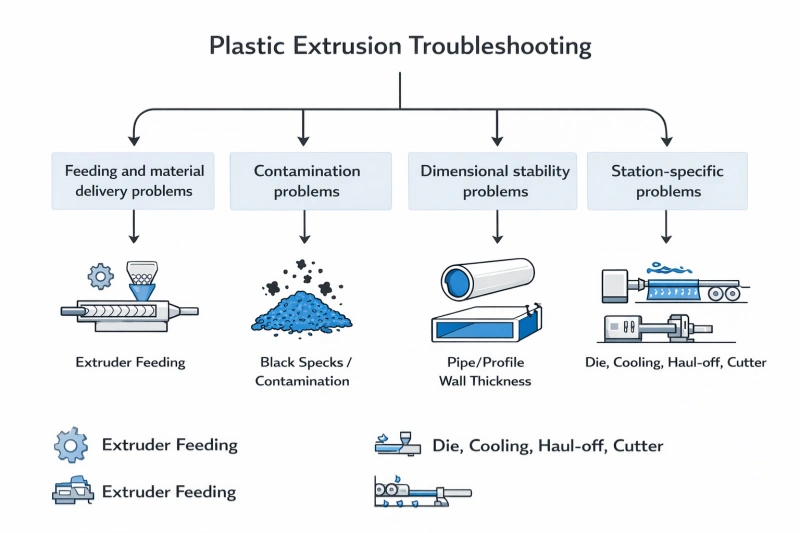
2.1 مشاكل التغذية وتسليم المواد
تشمل العلامات النموذجية ما يلي:
- الطارد لا يغذي الطارد بشكل صحيح
- تذبذب الناتج
- سد المواد في القادوس
- مشاكل تبريد الحلق
تنشأ هذه المشاكل من كيفية دخول المواد وتحركها عبر الطارد.
→ انظر [لماذا لا يقوم الطارد الخاص بي بالتغذية؟]
2.2 مشاكل التلوث ونظافة المواد
تشمل العلامات النموذجية ما يلي:
- بقع سوداء
- الجسيمات المحترقة
- مصادر التلوث غير معروفة
وغالبًا ما يتم تشخيص هذه المشكلات على أنها “مشكلات مادية” دون عزل مكان ظهور التلوث. عندما يظهر التلوث، فإن الفحص الأول السريع هو مغير الشاشة - حزمة الشاشة المحملة هي واحدة من أكثر المصادر التي يتم تجاهلها عادةً.
→ انظر [البقع السوداء والتلوث في البثق]
2.3 مشاكل الاستقرار الأبعاد
تشمل العلامات النموذجية ما يلي:
- تباين سُمك الجدار
- انجراف القطر الخارجي
- عدم استقرار وزن المتر
- تغيرات الحجم بعد تعديل السرعة
تعكس هذه المشاكل عادةً اختلال التوازن بين الإخراج والتفريغ والتثبيت في المصب. وبالنسبة للمنتجات الصلبة مثل الأنابيب، فإن انحراف الأبعاد له عواقب مباشرة بموجب معايير مثل آيزو 4427
→ انظر [انحراف الأبعاد وتباين سماكة الجدار في البثق]
2.4 المشاكل الميكانيكية أو مشاكل العمليات الخاصة بالمحطة
تشمل العلامات النموذجية ما يلي:
- المشكلات الموضعية في القالب أو المعايرة أو التبريد أو التفريغ أو القاطع
- المشاكل التي تنشأ بوضوح من قسم واحد من الخط
في هذه الحالات، يجب أن يتبع استكشاف الأعطال وإصلاحها التخطيط المادي للخط.
→ انظر [استكشاف الأخطاء وإصلاحها حسب المحطة]
3. استكشاف الأعراض أولاً مقابل استكشاف الأعطال وإصلاحها في المحطة أولاً
يعتمد الاستكشاف الجيد للأخطاء وإصلاحها على معرفة ما إذا كان يجب اتباع الأعراض أو فحص المحطة أولاً.
في الممارسة العملية، هناك طريقتان صالحتان للتعامل مع المشكلة، واختيار الطريقة الخاطئة يضيع الوقت.
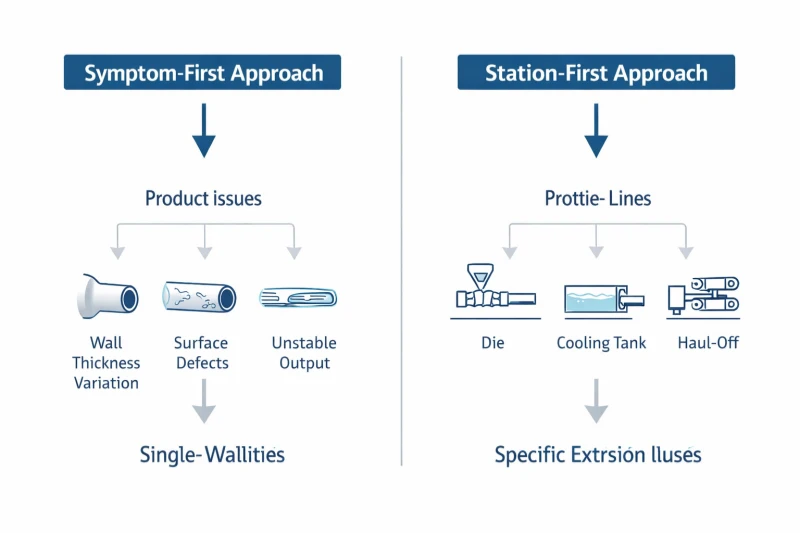
نهج الأعراض أولاً
استخدم هذا عندما تكون المشكلة مرئية في المنتج:
- سمك الجدار خاطئ
- تظهر العيوب السطحية
- الإخراج غير مستقر
- التلوث مرئي
في هذه الحالة، يخبرك المنتج بوجود خطأ ما، ولكن ليس أين. يمكنك تتبع الأعراض وتضييق نطاق السبب.
نهج المحطة أولاً
استخدم هذا عندما يكون موقع المشكلة واضحاً بالفعل:
- مشكلة متعلقة بالقالب
- عدم استقرار خزان التبريد
- عدم الاتساق في السحب
- عطل في القاطع
هنا، ترتبط المشكلة بجزء محدد من الخط. تبدأ من تلك المحطة وتعمل إلى الخارج.
غالبًا ما يكون الاختيار بين هذين النهجين هو الفرق بين الإصلاح السريع ودورة استكشاف الأخطاء وإصلاحها الطويلة.
4. ما لا يجب فعله أثناء استكشاف الأخطاء وإصلاحها
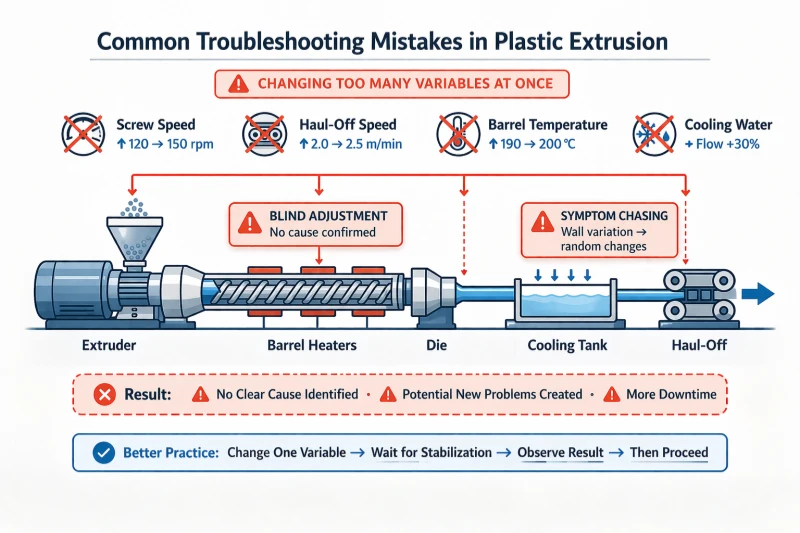
أسرع طريقة لتضييع الوقت هي ضبط متغيرات متعددة قبل تحديد نوع المشكلة.
تشمل الأخطاء الشائعة ما يلي:
- تغيير سرعة اللولب وسرعة السحب ودرجة الحرارة في نفس الوقت
- بافتراض أن كل مشكلة في الأبعاد ناتجة عن إعداد واحد
- التعامل مع التلوث على أنه مشكلة مادية بسيطة دون عزل المصدر
- تصحيح الأعراض بشكل متكرر دون التحقق مما إذا كان النظام مستقرًا أم لا
غالبًا ما تجعل هذه الإجراءات الخط أكثر صعوبة في التشخيص لأنها تقدم متغيرات جديدة أسرع من قدرة العملية على الاستجابة.
تتطلب عملية استكشاف الأخطاء وإصلاحها المستقرة الانضباط. حدد أولاً ثم اضبط ثانياً.
5. عندما تكون المشكلة أكبر من مجرد عرض واحد
إذا ظهرت عدة أعراض معاً، فيجب التعامل مع الخط كمشكلة استقرار أوسع نطاقاً.
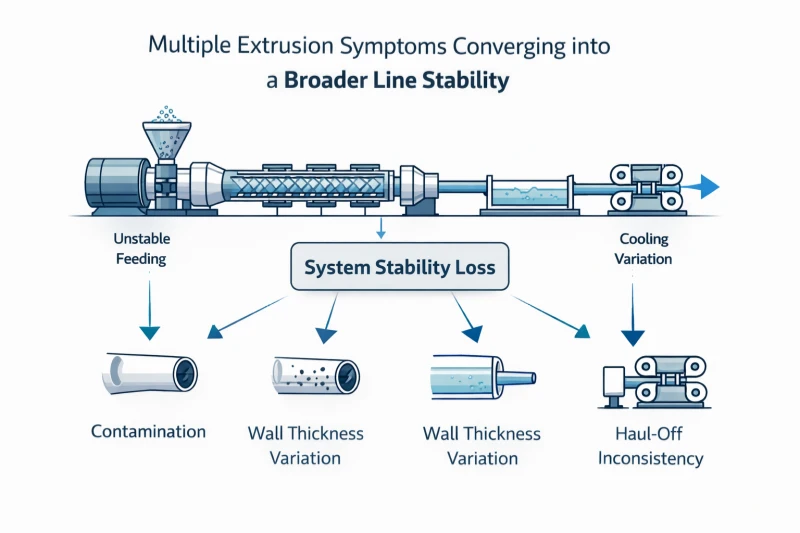
وتشمل الأمثلة على ذلك:
- تغذية غير مستقرة مقترنة بانحراف الأبعاد
- التلوث الذي يظهر مع عدم استقرار درجة الحرارة
- مشكلات سمك الجدار إلى جانب عدم اتساق السحب
- عدم استقرار بدء التشغيل مع تباين التبريد
في هذه الحالات، نادرًا ما تكون المشكلة معزولة. حيث يفقد الخط استقراره عبر نقاط متعددة في وقت واحد.
عندما يحدث ذلك، يكون من الأكثر فعالية التراجع واتباع مسار منظم لاستكشاف الأخطاء وإصلاحها بدلاً من التركيز على عرض واحد. ارجع إلى إطار التصنيف الوارد في القسم 2 أعلاه، ثم قم بتضييق نطاق البحث من خلال الفئة الصحيحة.
هذا مهم بشكل خاص عندما يظهر الخط أكثر من وضع فشل واحد في نفس الوقت. فالخط الذي يحتوي على تغذية غير مستقرة، وأبعاد غير مستقرة، وعيوب سطحية مرئية لا يعطيك ثلاث مشاكل منفصلة. عادةً ما يظهر نظام واحد فقد الاستقرار في عدة أماكن في وقت واحد.
هذا التمييز يوفر الوقت. فهو يمنع المشغلين من قضاء ساعة في ضبط سُمك الجدار عندما تكون المشكلة الحقيقية هي عدم اتساق المنبع أو عدم استقرار المصب الذي لم يتم تصحيحه.
6. خاتمة
لا يتمثل الهدف من استكشاف أخطاء البثق وإصلاحها في سرعة الاستجابة، بل في التشخيص بالترتيب الصحيح.
عندما تظهر المشكلة، فإن الخطوة الأولى هي تصنيفها بشكل صحيح. بمجرد أن يتضح نوع المشكلة، تتقلص الأسباب المحتملة بسرعة، وتصبح الإجراءات التصحيحية أكثر فعالية.
يؤدي التعديل الأعمى إلى إبطاء العملية. ويسرّعها التشخيص المنظم.
لا يتم تحقيق خط مستقر من خلال التصحيح المستمر، ولكن من خلال فهم أي جزء من العملية لم يعد متطابقًا واستعادة هذا التوازن.
تم تنظيم سلسلة استكشاف الأخطاء وإصلاحها هذه لمساعدتك على الانتقال بسرعة من الأعراض إلى الفعل:
- [استكشاف الأخطاء وإصلاحها حسب المحطة] → اتباع تخطيط الخط الفعلي
- [لماذا لا يقوم الطارد الخاص بي بالتغذية؟]→ مشاكل التغذية والإخراج
- [البقع السوداء والتلوث في البثق]→ تشخيص التلوث
- [انحراف الأبعاد وتباين سماكة الجدار في البثق] → مشاكل الحجم والثبات
تركز كل صفحة على نوع واحد من المشاكل حتى تتمكن من التعمق أكثر دون خلط الأسباب المختلفة معًا.
الأسئلة الشائعة
س1 :ما هي أسرع طريقة لاستكشاف أخطاء خط البثق وإصلاحها؟
أ : قم بتصنيف المشكلة أولاً. يتم إهدار معظم وقت استكشاف الأعطال وإصلاحها على تعديل المعلمة العمياء. قبل تغيير أي إعداد، حدد ما إذا كانت المشكلة تتعلق بالتغذية أو التلوث أو ثبات الأبعاد أو محطة معينة. بمجرد وضوح الفئة، يصبح مسار التشخيص أقصر بكثير.
س2: كيف يمكنني معرفة ما إذا كانت مشكلة البثق مرتبطة بالتغذية أم بالأبعاد؟
ج: تحقق من مكان ظهور العرض. إذا كان الطارد لا يسحب المواد باستمرار - حيث يتذبذب الإخراج، أو إذا كان قادوس البثق لا يسحب المواد باستمرار - فإن المشكلة تتعلق بالتغذية. إذا كان الخط يعمل وينتج المواد، ولكن سمك الجدار أو العمق الخارجي أو وزن العداد ينحرف عن المسموح به، فإن المشكلة تتعلق بالأبعاد. وفي بعض الحالات، يظهر كلاهما معًا، مما يشير عادةً إلى عدم استقرار النظام الأوسع نطاقًا.
س3: هل يجب استكشاف الأخطاء وإصلاحها حسب الأعراض أم حسب المحطة؟
ج: يعتمد ذلك على ما تعرفه بالفعل. إذا كانت المشكلة واضحة في المنتج - سمك جدار خاطئ، عيوب سطحية، تلوث - ولكنك لا تعرف مصدر المشكلة، اتبع الأعراض وقم بتضييق نطاق السبب. إذا كانت المشكلة مرتبطة بوضوح بجزء واحد من الخط - القالب أو التبريد أو التفريغ أو القاطع - فابدأ من تلك المحطة واعمل إلى الخارج.
س4: ما الذي يجب عليَّ تجنبه عند استكشاف مشكلات خط البثق وإصلاحها؟
ج: تجنب تغيير معلمات متعددة في الوقت نفسه. فكل تعديل يُحدث استجابة متأخرة، كما أن تكديس التغييرات يجعل من المستحيل تقريبًا تحديد أي منها ساعد بالفعل. تجنّب أيضًا التعامل مع كل مشكلة على أنها مشكلة واحدة. فمعظم مشاكل البثق ناتجة عن عدم التطابق بين أجزاء متعددة من العملية، وليس رقمًا واحدًا خاطئًا.
هل تحتاج إلى مساعدة في تشخيص خطك؟
صِف العَرَض الرئيسي الذي تراه، ومتى يظهر، وأي جزء من الخط الذي تشك فيه أولاً. يمكننا مساعدتك في تحديد فئة المشكلة بسرعة وتوجيهك نحو المسار التصحيحي الصحيح.
استكشف المواضيع
تصفية حسب المواصفات
هل لديك أسئلة فنية؟
فريقنا الهندسي جاهز لمساعدتك في عملية البثق أو تكوين الماكينة.

جيسون شين
جيسون هو مؤسس آلة البثق جينكسين ومهندس مخضرم يتمتع بخبرة عملية تزيد عن 20 عامًا في مجال الماكينات البلاستيكية.
بدأ مسيرته المهنية في الورشة وأتقن كل التفاصيل الفنية - من الأسلاك الكهربائية إلى استكشاف الأخطاء وإصلاحها المعقدة.
واليوم، يشرف شخصياً على عمليات الفحص النهائية، مما يضمن أن كل ماكينة يتم تصنيعها بخبرة فنية عميقة وموثوقية تم اختبارها ميدانياً.
مزيد من القراءة
عرض أسعار خط البثق: ما يتضمنه وما يجب التحقق منه قبل الشراء
هل تقارن بين عروض أسعار خطوط البثق؟ استخدم هذه القائمة المرجعية لنطاق التوريد لمعرفة ما هو مشمول وما هو مستبعد عادةً وما هو...مبادل غربال البثق وترشيح الذوبان: كيفية تقليل التلوث وتذبذب الضغط
دليل عملي لمبدلات الغربال في بثق البلاستيك - كيف يتحكم الترشيح بالذوبان في التلوث، ولماذا تتسبب تغييرات الغربال في الضغط...




