Resolução de problemas de extrusão de plástico: Um guia prático para diagnosticar rapidamente os problemas da linha
Lede
A resolução de problemas de extrusão de plástico torna-se lenta e dispendiosa quando os operadores reagem aos sintomas sem primeiro identificarem o tipo de problema. Uma questão de dimensão, um problema de alimentação, contaminação ou uma falha específica da estação podem parecer urgentes, mas não seguem a mesma lógica. A forma mais rápida de solucionar problemas numa extrusora é classificar primeiro o problema e, em seguida, seguir o caminho de diagnóstico correto em vez de ajustar as definições às cegas.
Neste artigo, ficará a saber:
- Porque é que a maioria da resolução de problemas de extrusão falha devido à ordem de diagnóstico e não à falta de esforço
- Como classificar qualquer problema da extrusora numa de quatro categorias repetíveis antes de tocar em quaisquer definições
- Quando utilizar uma abordagem que privilegia os sintomas em relação a uma abordagem que privilegia as estações
- Os erros mais comuns que tornam o diagnóstico de uma linha mais difícil em vez de mais fácil
- Como reconhecer quando vários sintomas apontam para um problema a nível do sistema em vez de uma causa isolada
- Como esta série de resolução de problemas está organizada para que possa aprofundar o seu tipo de problema específico
1. Por que a solução de problemas de extrusão de plástico muitas vezes se torna confusa
A maioria das falhas na resolução de problemas de extrusão resulta de uma má ordem de diagnóstico e não de falta de esforço.
Na produção real, os operadores raramente enfrentam um único problema de limpeza. Uma linha pode apresentar simultaneamente uma produção instável, um ligeiro desvio na espessura da parede e defeitos ocasionais na superfície. Sob pressão para manter a produção a funcionar, é natural que comecem imediatamente a ajustar os parâmetros - velocidade do parafuso, velocidade de transporte, temperatura ou condições de arrefecimento.
O problema é que o ajustamento precoce esconde frequentemente a verdadeira causa, em vez de a corrigir. Uma alteração pode melhorar temporariamente o sintoma, enquanto outra parte do processo continua à deriva. Depois de vários ajustes, a linha torna-se mais difícil de estabilizar, não mais fácil.
Outra fonte de confusão é misturar sintoma e causa. “A linha está instável” não é um diagnóstico. É apenas uma descrição. Sem separar o que está a acontecer da razão pela qual está a acontecer, a resolução de problemas transforma-se em adivinhação.
Uma abordagem estruturada reduz esta confusão. Em vez de perguntar “o que devo mudar”, a melhor pergunta é “que tipo de problema é este?”.”
2. Comece por classificar o problema, não por adivinhar a causa
O primeiro passo na resolução de problemas é identificar a classe do problema e não adivinhar a configuração da máquina.
A maior parte dos problemas de extrusão enquadram-se num pequeno número de categorias que se repetem. Quando a categoria é clara, o passo seguinte torna-se muito mais simples.
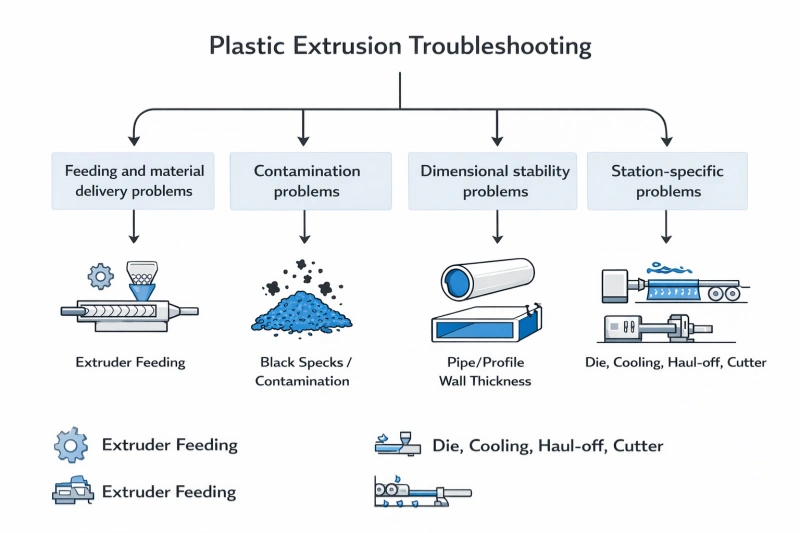
2.1 Problemas de alimentação e entrega de material
Os sinais típicos incluem:
- a extrusora não alimenta corretamente
- flutuação da produção
- colmatação de material na tremonha
- problemas de arrefecimento da garganta
Estes problemas têm origem na forma como o material entra e se move através da extrusora.
→ Ver [Porque é que a minha extrusora não está a alimentar?]
2.2 Problemas de contaminação e de limpeza dos materiais
Os sinais típicos incluem:
- manchas pretas
- partículas queimadas
- fontes de contaminação desconhecidas
Estes problemas são muitas vezes incorretamente diagnosticados como “problemas de material” sem se isolar o local onde a contaminação é introduzida. Quando a contaminação aparece, uma primeira verificação rápida é a trocador de ecrã - um pacote de ecrãs carregado é uma das fontes mais frequentemente negligenciadas.
→ Ver [Manchas pretas e contaminação na extrusão].
2.3 Problemas de estabilidade dimensional
Os sinais típicos incluem:
- variação da espessura da parede
- desvio do diâmetro exterior
- instabilidade do peso do medidor
- alterações de tamanho após ajustamentos de velocidade
Estes problemas reflectem normalmente um desequilíbrio entre a produção, o transporte e a estabilização a jusante. Para produtos rígidos como os tubos, o desvio dimensional tem consequências diretas ao abrigo de normas como ISO 4427
→ Ver [Desvio de dimensão e variação da espessura da parede na extrusão].
2.4 Problemas mecânicos ou de processo específicos da estação
Os sinais típicos incluem:
- problemas localizados na matriz, calibração, arrefecimento, transporte ou cortador
- problemas que têm claramente origem numa secção da linha
Nestes casos, a resolução de problemas deve seguir a disposição física da linha.
→ Ver [Resolução de problemas por estação]
3. Resolução de problemas Sintoma-Primeiro vs Estação-Primeiro
Uma boa resolução de problemas depende de saber se se deve seguir o sintoma ou inspecionar primeiro a estação.
Na prática, há duas formas válidas de abordar um problema, e escolher a forma errada faz-nos perder tempo.
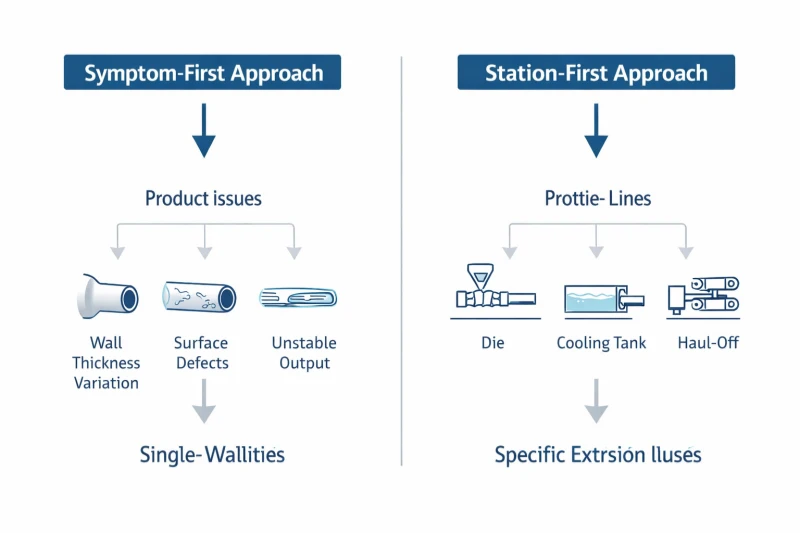
Abordagem baseada nos sintomas
Utilizar esta opção quando o problema é visível no produto:
- a espessura da parede está incorrecta
- aparecem defeitos na superfície
- a saída é instável
- a contaminação é visível
Neste caso, o produto diz-lhe que algo está errado, mas não onde. Segue-se o sintoma e reduz-se a causa.
Abordagem "Station-First
Utilize esta opção quando a localização do problema já estiver clara:
- problema relacionado com a matriz
- instabilidade do tanque de arrefecimento
- incoerência no transporte
- mau funcionamento do cortador
Aqui, o problema está ligado a uma parte específica da linha. Começa-se a partir dessa estação e trabalha-se para fora.
A escolha entre estas duas abordagens é muitas vezes a diferença entre uma correção rápida e um longo ciclo de resolução de problemas.
4. O que não fazer durante a resolução de problemas
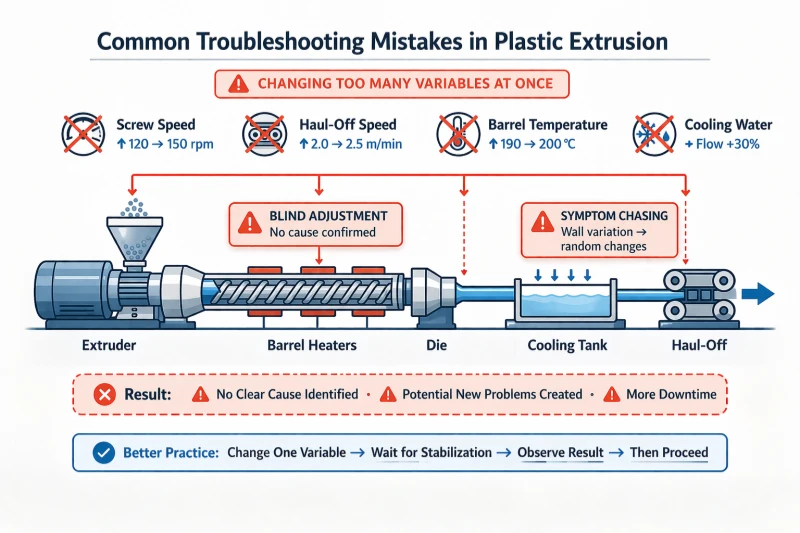
A forma mais rápida de perder tempo é ajustar múltiplas variáveis antes de identificar o tipo de problema.
Os erros mais comuns incluem:
- alteração simultânea da velocidade do parafuso, da velocidade de arrastamento e da temperatura
- assumir que todos os problemas de dimensão são causados por uma definição
- tratar a contaminação como um simples problema material sem isolar a fonte
- corrigir repetidamente os sintomas sem verificar se o sistema é estável
Estas acções tornam frequentemente a linha mais difícil de diagnosticar porque introduzem novas variáveis mais rapidamente do que o processo pode responder.
Um processo de resolução de problemas estável requer disciplina. Identificar primeiro, ajustar depois.
5. Quando um problema é maior do que um sintoma
Se vários sintomas aparecerem em conjunto, a linha deve ser tratada como um problema de estabilidade mais vasto.
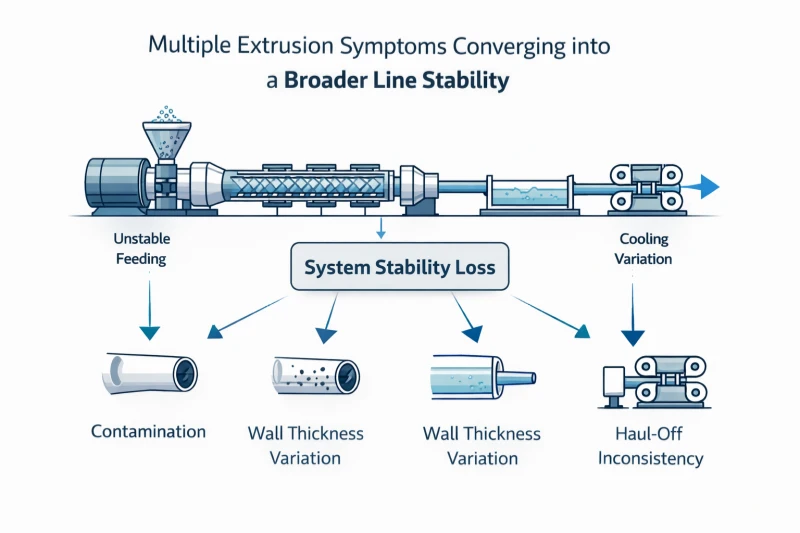
Os exemplos incluem:
- alimentação instável combinada com desvio de dimensão
- contaminação que aparece juntamente com a instabilidade da temperatura
- problemas de espessura das paredes e incoerência no transporte
- instabilidade de arranque combinada com variação de arrefecimento
Nestes casos, o problema raramente é isolado. A linha está a perder estabilidade em vários pontos ao mesmo tempo.
Quando isto acontece, é mais eficaz dar um passo atrás e seguir um caminho estruturado de resolução de problemas em vez de se concentrar num sintoma. Regresse ao quadro de classificação da Secção 2 acima e, em seguida, reduza a lista para a categoria correta.
Isto é especialmente importante quando a linha apresenta mais do que um modo de falha ao mesmo tempo. Uma linha com alimentação instável, dimensão instável e defeitos de superfície visíveis não está a apresentar três problemas separados. Normalmente, está a mostrar um sistema que perdeu a estabilidade em vários locais ao mesmo tempo.
Esta distinção poupa tempo. Evita que os operadores passem uma hora a afinar a espessura da parede quando o verdadeiro problema é uma inconsistência a montante ou uma instabilidade a jusante que não foi corrigida.
6. Conclusão
O objetivo da resolução de problemas de extrusão não é reagir mais rapidamente, mas sim diagnosticar na ordem certa.
Quando surge um problema, o primeiro passo é classificá-lo corretamente. Quando o tipo de problema é claro, as causas prováveis reduzem-se rapidamente e a ação corretiva torna-se mais eficaz.
O ajustamento cego torna o processo mais lento. O diagnóstico estruturado acelera-o.
Uma linha estável não é conseguida através de uma correção constante, mas sim através da compreensão da parte do processo que já não está a corresponder e do restabelecimento desse equilíbrio.
Esta série de resolução de problemas está estruturada para o ajudar a passar rapidamente do sintoma à ação:
- [Resolução de problemas por estação] → seguir a disposição física das linhas
- [Porque é que a minha extrusora não está a alimentar?]→ problemas de alimentação e saída
- [Manchas pretas e contaminação na extrusão].→ diagnóstico de contaminação
- [Desvio de dimensão e variação da espessura da parede na extrusão]. → problemas de dimensão e estabilidade
Cada página centra-se num tipo de problema para que possa aprofundá-lo sem misturar diferentes causas.
FAQ
Q1:Qual é a maneira mais rápida de solucionar problemas de uma extrusora?
A:Classifique o problema primeiro. A maior parte do tempo de resolução de problemas é desperdiçado no ajuste de parâmetros cegos. Antes de alterar qualquer configuração, identifique se o problema está relacionado com a alimentação, contaminação, estabilidade dimensional ou uma estação específica. Quando a categoria é clara, o caminho de diagnóstico torna-se muito mais curto.
Q2: Como posso saber se o meu problema de extrusão está relacionado com a alimentação ou com a dimensão?
R: Verifique onde é que o sintoma aparece. Se a extrusora não estiver a puxar o material de forma consistente - a saída flutua, a tremonha transborda ou a garganta sobreaquece - o problema está relacionado com a alimentação. Se a linha estiver a funcionar e a produzir material, mas a espessura da parede, o diâmetro externo ou o peso do medidor estiverem fora da tolerância, o problema é dimensional. Em alguns casos, ambos aparecem em conjunto, o que normalmente indica uma instabilidade mais ampla do sistema.
P3: Devo resolver o problema por sintoma ou por estação?
R: Depende do que já sabe. Se o problema for visível no produto - espessura incorrecta da parede, defeitos de superfície, contaminação - mas não souber qual a sua origem, siga o sintoma e reduza a causa. Se o problema estiver claramente ligado a uma parte da linha - matriz, arrefecimento, transporte ou cortador - comece por essa estação e trabalhe para fora.
Q4: O que devo evitar na resolução de problemas da extrusora?
R: Evite alterar vários parâmetros ao mesmo tempo. Cada ajuste introduz uma resposta atrasada e o empilhamento de alterações torna quase impossível identificar qual delas ajudou efetivamente. Evite também tratar cada problema como uma questão de configuração única. A maior parte dos problemas de extrusão são o resultado de uma falta de correspondência entre várias partes do processo, e não de um número errado.
Precisa de ajuda para diagnosticar a sua linha?
Descreva o principal sintoma que está a ver, quando aparece e qual a parte da linha que suspeita primeiro. Podemos ajudá-lo a identificar rapidamente a categoria do problema e orientá-lo para o caminho correto de correção.
Explorar tópicos
Filtrar por especificações
Tem perguntas técnicas?
A nossa equipa de engenharia está pronta a ajudar com o seu processo de extrusão ou configuração da máquina.

Jason Shen
Jason é o fundador da Extrusora Jinxin e um engenheiro veterano com mais de 20 anos de experiência prática em máquinas para plásticos.
Começando a sua carreira no chão de fábrica, dominou todos os pormenores técnicos - desde a cablagem eléctrica à resolução de problemas complexos.
Atualmente, supervisiona pessoalmente as inspecções finais, assegurando que cada máquina é construída com conhecimentos técnicos profundos e fiabilidade testada no terreno.
Ler mais
Cotação da extrusora: O que está incluído e o que deve ser verificado antes de comprar
Comparando cotações de linhas de extrusão? Utilize esta lista de verificação do âmbito de fornecimento para ver o que está incluído, o que é normalmente excluído e...Trocador de tela de extrusão e filtragem de fusão: Como reduzir a contaminação e a flutuação de pressão
Um guia prático para os comutadores de ecrã na extrusão de plásticos - como a filtragem da massa fundida controla a contaminação, porque é que as mudanças de ecrã causam...




