
Resolución de problemas de extrusión de plásticos: Guía práctica para el diagnóstico rápido de problemas en la línea de producción
Lede
La resolución de problemas en la extrusión de plásticos se vuelve lenta y costosa cuando los operarios reaccionan ante los síntomas sin identificar primero el tipo de problema. Un problema de dimensiones, un problema de alimentación, contaminación o un fallo específico de una estación pueden parecer urgentes, pero no siguen la misma lógica. La forma más rápida de solucionar los problemas de una línea de extrusión es clasificar primero el problema y, a continuación, seguir la ruta de diagnóstico correcta en lugar de ajustar los parámetros a ciegas.
En este artículo aprenderá:
- Por qué la mayoría de los problemas de extrusión fallan por el orden del diagnóstico, no por falta de esfuerzo
- Cómo clasificar cualquier problema de la línea de extrusión en una de las cuatro categorías repetibles antes de tocar ningún ajuste
- Cuándo utilizar un enfoque basado en los síntomas o en las estaciones
- Los errores más comunes que hacen que una línea sea más difícil de diagnosticar en lugar de más fácil
- Cómo reconocer cuándo múltiples síntomas apuntan a un problema a nivel de sistema en lugar de a una causa aislada.
- Cómo está organizada esta serie de resolución de problemas para que pueda profundizar en su tipo de problema específico
1. Por qué la resolución de problemas de extrusión de plástico a menudo se vuelve confusa
La mayoría de los fallos en la resolución de problemas de extrusión se deben a un mal orden en el diagnóstico, no a la falta de esfuerzo.
En la producción real, los operarios rara vez se enfrentan a un único problema de limpieza. Una línea puede mostrar al mismo tiempo un rendimiento inestable, una ligera desviación del espesor de pared y defectos superficiales ocasionales. Bajo la presión de mantener la producción en marcha, es natural empezar a ajustar los parámetros inmediatamente: velocidad del husillo, velocidad de arrastre, temperatura o condiciones de refrigeración.
El problema es que un ajuste prematuro suele ocultar la causa real en lugar de solucionarla. Un cambio puede mejorar temporalmente el síntoma, mientras otra parte del proceso sigue a la deriva. Tras varios ajustes, la línea se vuelve más difícil de estabilizar, no más fácil.
Otra fuente de confusión es mezclar síntoma y causa. “La línea es inestable” no es un diagnóstico. Es sólo una descripción. Si no se separa lo que ocurre de por qué ocurre, la resolución de problemas se convierte en una conjetura.
Un enfoque estructurado reduce esta confusión. En lugar de preguntar “¿qué debo cambiar?”, la mejor pregunta es “¿qué tipo de problema es este?”.”
2. Empiece por clasificar el problema, no por adivinar la causa
El primer paso en la resolución de problemas es identificar la clase de problema, no adivinar el ajuste de la máquina.
La mayoría de los problemas de extrusión se clasifican en un pequeño número de categorías repetibles. Una vez que la categoría está clara, el siguiente paso es mucho más sencillo.
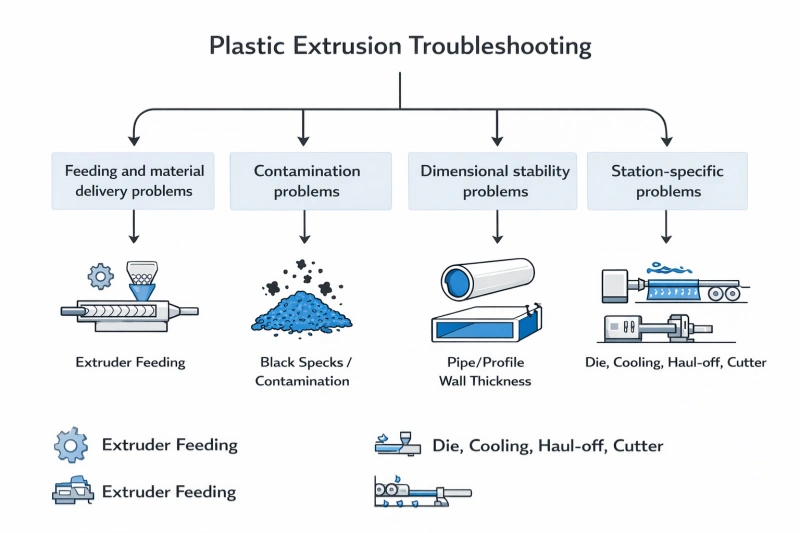
2.1 Problemas de alimentación y suministro de material
Los signos típicos incluyen:
- la extrusora no se alimenta correctamente
- fluctuación de la producción
- formación de puentes de material en la tolva
- problemas de refrigeración de la garganta
Estos problemas tienen su origen en la forma en que el material entra y se desplaza por la extrusora.
→ Ver [¿Por qué no se alimenta mi extrusora?]
2.2 Problemas de contaminación y limpieza del material
Los signos típicos incluyen:
- manchas negras
- partículas quemadas
- fuentes de contaminación desconocidas
A menudo, estos problemas se diagnostican erróneamente como “problemas de material” sin aislar dónde se introduce la contaminación.
→ Ver [Manchas negras y contaminación en la extrusión]
2.3 Problemas de estabilidad dimensional
Los signos típicos incluyen:
- variación del espesor de pared
- desviación del diámetro exterior
- metro peso inestabilidad
- cambios de tamaño tras los ajustes de velocidad
Estos problemas suelen reflejar un desequilibrio entre la producción, el acarreo y la estabilización aguas abajo. En el caso de productos rígidos como los tubos, la desviación dimensional tiene consecuencias directas en virtud de normas como ISO 4427
→ Ver [Desviación dimensional y variación del espesor de pared en extrusión].
2.4 Problemas mecánicos o de proceso específicos de la estación
Los signos típicos incluyen:
- problemas localizados en el troquel, la calibración, la refrigeración, el transporte o la cortadora
- problemas que se originan claramente en una sección de la línea
En estos casos, la localización de averías debe seguir la disposición física de la línea.
→ Ver [Solución de problemas por estación]
3. Solución de problemas primero el síntoma y primero la estación
Una buena localización de averías depende de saber si hay que seguir el síntoma o inspeccionar primero la estación.
En la práctica, hay dos formas válidas de enfocar un problema, y elegir la equivocada supone una pérdida de tiempo.
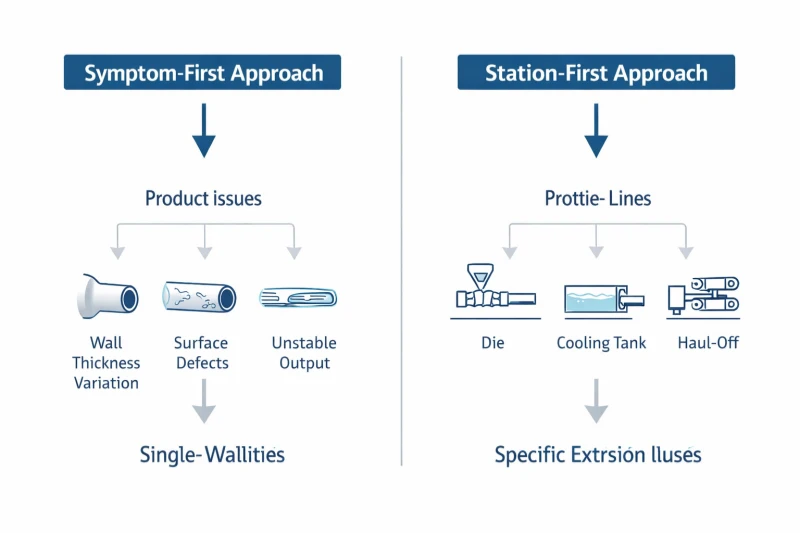
Enfoque basado en los síntomas
Utilícelo cuando el problema sea visible en el producto:
- el grosor de la pared es incorrecto
- aparecen defectos superficiales
- la salida es inestable
- la contaminación es visible
En este caso, el producto le dice que algo va mal, pero no dónde. Tú sigues el síntoma y reduces la causa.
Primero la estación
Utilícelo cuando la localización del problema ya esté clara:
- problema relacionado con el troquel
- inestabilidad del tanque de refrigeración
- incoherencia en el transporte
- mal funcionamiento de la cortadora
Aquí, el problema está ligado a una parte específica de la línea. Se parte de esa estación y se trabaja hacia el exterior.
Elegir entre estos dos enfoques es a menudo la diferencia entre una solución rápida y un largo ciclo de resolución de problemas.
4. Qué no hacer durante la resolución de problemas
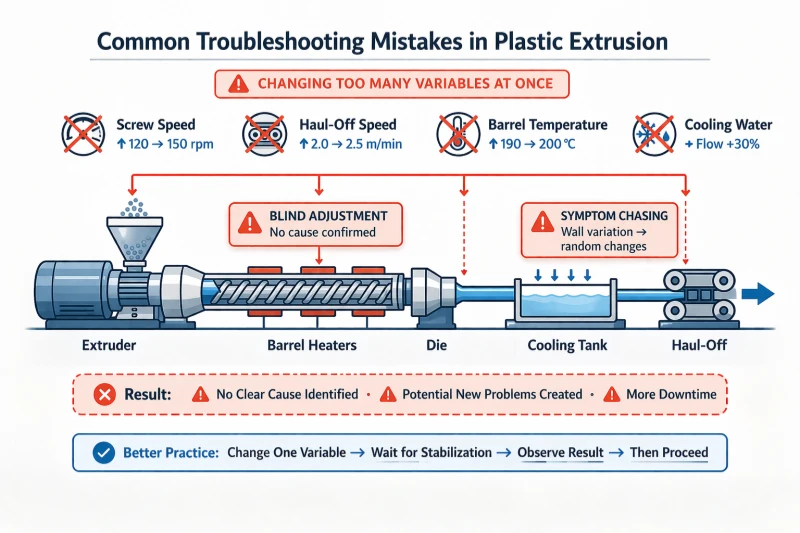
La forma más rápida de perder tiempo es ajustar múltiples variables antes de identificar el tipo de problema.
Los errores más comunes son:
- cambiar al mismo tiempo la velocidad del tornillo, la velocidad de arrastre y la temperatura
- asumiendo que cada problema de dimensión está causado por un ajuste
- tratar la contaminación como un simple problema material sin aislar la fuente
- corregir repetidamente los síntomas sin comprobar si el sistema es estable
Estas acciones suelen dificultar el diagnóstico de la línea porque introducen nuevas variables más rápido de lo que el proceso puede responder.
Un proceso estable de resolución de problemas requiere disciplina. Identificar primero, ajustar después.
5. Cuando un problema es mayor que un síntoma
Si aparecen varios síntomas juntos, la línea debe tratarse como un problema de estabilidad más amplio.
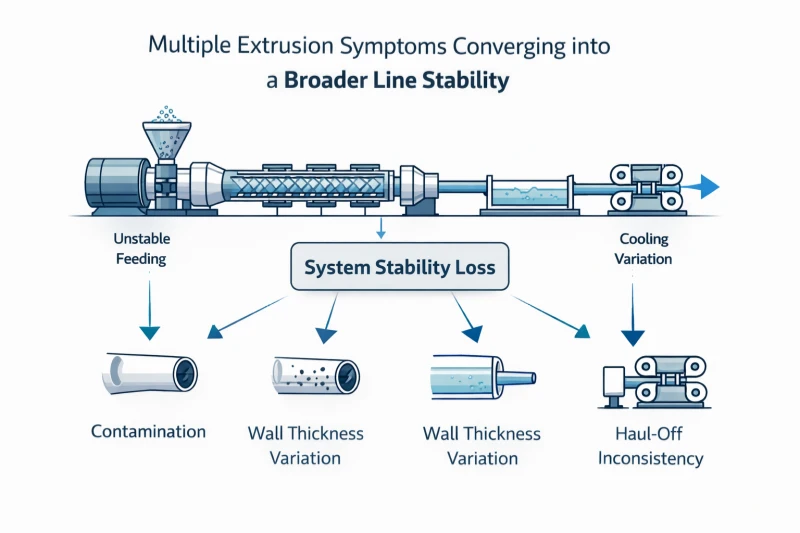
Algunos ejemplos son:
- alimentación inestable combinada con deriva dimensional
- contaminación que aparece junto con la inestabilidad de la temperatura
- problemas de grosor de las paredes e incoherencias en el transporte
- inestabilidad de arranque combinada con variación de refrigeración
En estos casos, el problema rara vez es aislado. La línea pierde estabilidad en varios puntos a la vez.
Cuando esto ocurre, es más eficaz dar un paso atrás y seguir una ruta estructurada de solución de problemas en lugar de centrarse en un solo síntoma. Vuelva al marco de clasificación de la sección 2 anterior y, a continuación, reduzca a la categoría correcta.
Esto es especialmente importante cuando la línea muestra más de un modo de fallo al mismo tiempo. Una línea que presenta un avance inestable, una dimensión inestable y defectos visibles en la superficie no está mostrando tres problemas distintos. Normalmente muestra un sistema que ha perdido estabilidad en varios lugares a la vez.
Esta distinción ahorra tiempo. Evita que los operarios pasen una hora ajustando el grosor de la pared cuando el verdadero problema es una incoherencia aguas arriba o una inestabilidad aguas abajo que no se ha corregido.
6. Conclusión
El objetivo de la resolución de problemas de extrusión no es reaccionar más rápido, sino diagnosticar en el orden correcto.
Cuando aparece un problema, el primer paso es clasificarlo correctamente. Una vez aclarado el tipo de problema, las causas probables se reducen rápidamente y las medidas correctoras resultan más eficaces.
El ajuste a ciegas ralentiza el proceso. El diagnóstico estructurado lo acelera.
Una línea estable no se consigue corrigiendo constantemente, sino comprendiendo qué parte del proceso ha dejado de coincidir y restableciendo ese equilibrio.
Esta serie de resolución de problemas está estructurada para ayudarle a pasar rápidamente del síntoma a la acción:
- [Solución de problemas por estación] → seguir la disposición física de las líneas
- [¿Por qué no se alimenta mi extrusora?]→ problemas de alimentación y salida
- [Manchas negras y contaminación en la extrusión]→ diagnóstico de contaminación
- [Desviación dimensional y variación del espesor de pared en extrusión]. → problemas de tamaño y estabilidad
Cada página se centra en un tipo de problema para que puedas profundizar sin mezclar diferentes causas.
PREGUNTAS FRECUENTES
Q1:¿Cuál es la forma más rápida de solucionar problemas en una línea de extrusión?
A: Clasifique primero el problema. La mayor parte del tiempo de resolución de problemas se pierde en el ajuste ciego de parámetros. Antes de cambiar cualquier ajuste, identifique si el problema está relacionado con la alimentación, la contaminación, la estabilidad dimensional o una estación específica. Una vez aclarada la categoría, la ruta de diagnóstico es mucho más corta.
P2: ¿Cómo sé si mi problema de extrusión está relacionado con la alimentación o con las dimensiones?
R: Compruebe dónde aparece el síntoma. Si la extrusora no está extrayendo material de forma constante -la producción fluctúa, la tolva se atasca o la garganta se sobrecalienta-, el problema está relacionado con la alimentación. Si la línea funciona y produce material, pero el grosor de la pared, el diámetro exterior o el peso por metro están fuera de tolerancia, el problema es dimensional. En algunos casos, ambos aparecen juntos, lo que suele indicar una inestabilidad más amplia del sistema.
P3: ¿Debo solucionar los problemas por síntoma o por estación?
R: Depende de lo que ya sepa. Si el problema es visible en el producto -espesor de pared incorrecto, defectos superficiales, contaminación- pero no sabe dónde se origina, siga el síntoma y reduzca la causa. Si el problema está claramente relacionado con una parte de la línea (troquel, refrigeración, transporte o cortadora), empiece por esa estación y siga hacia fuera.
P4: ¿Qué debo evitar al solucionar problemas en la línea de extrusión?
R: Evite cambiar varios parámetros al mismo tiempo. Cada ajuste introduce una respuesta retardada, y la acumulación de cambios hace casi imposible identificar cuál ha ayudado realmente. Evite también tratar cada problema como un asunto de un solo ajuste. La mayoría de los problemas de extrusión son el resultado de un desajuste entre varias partes del proceso, no de un número erróneo.
¿Necesita ayuda para diagnosticar su línea?
Describa el síntoma principal que observa, cuándo aparece y de qué parte de la línea sospecha primero. Podemos ayudarle a identificar rápidamente la categoría del problema y orientarle hacia el camino correcto para corregirlo.
Explorar temas
Filtrar por especificaciones
ABS (1) Asistencia posventa (1) Puntos negros (2) Matrices de extrusión (1) problemas de alimentación (1) Intención: Conceptos básicos (10) Intención: Controlar (3) Intención: Mantenimiento (6) PA (1) PC (1) PE (1) PMMA (1) PP (1) compras (1) PVC (1) Solución de problemas (5) variación del espesor de pared (2)
¿Tiene preguntas técnicas?
Nuestro equipo de ingenieros está preparado para ayudarle con su proceso de extrusión o la configuración de su máquina.

Jason Shen
Jason es el fundador de Jinxin Extruder y un veterano ingeniero con más de 20 años de experiencia práctica en maquinaria para plásticos.
Empezó su carrera en el taller, donde dominaba todos los detalles técnicos, desde el cableado eléctrico hasta la resolución de problemas complejos.
En la actualidad, supervisa personalmente las inspecciones finales, garantizando que cada máquina se construya con una profunda experiencia técnica y una fiabilidad probada sobre el terreno.
Lecturas complementarias
Presupuesto de la línea de extrusión: Qué incluye y qué comprobar antes de comprar
¿Está comparando ofertas de líneas de extrusión? Utilice esta lista de comprobación del alcance del suministro para ver qué incluye, qué suele excluir y...Cambiador de filtros de extrusión y filtración de masa fundida: Cómo reducir la contaminación y las fluctuaciones de presión
Guía práctica sobre los cambiadores de malla en la extrusión de plásticos: cómo controla la contaminación la filtración de la masa fundida, por qué los cambios de malla causan presión...




