
تباين سُمك جدار البثق: الأسباب والتشخيص والإصلاحات السريعة
ليدي
عادةً ما يكون تباين سُمك جدار البثق أحد أعراض اختلال توازن الخط، وليس مشكلة في ضبط واحد. عندما تبدأ الأبعاد في الانجراف - الجدار يصبح أرفع، أو خروج سمك القالب الخارجي عن التفاوت المسموح به، أو تغير وزن العداد - نادرًا ما يكون السبب هو معيار واحد فقط.
تمنحك هذه المقالة طريقة منظمة لتحديد النمط وتحديد السبب واستعادة الإنتاج المستقر.
ستتعلم في هذه المقالة:
- كيف يبدو انجراف الأبعاد في الإنتاج الحقيقي وسبب أهميته تجارياً
- لماذا عادةً ما يكون اختلاف سُمك الجدار هو العلامة التحذيرية الأولى
- إطار تشخيصي مكون من ثلاثة أسئلة لتحديد الانحراف أو التذبذب أو التغير في الاتجاه قبل لمس أي إعدادات
- الأسباب الأربعة الرئيسية لعدم استقرار الأبعاد وكيفية الفصل بينها
- خطوات تصحيح عملية لجدار أرق وجدار أكثر سماكة وحجم متقلب
- متى تتوقف عن علاج الأعراض وتنتقل إلى استكشاف الأخطاء وإصلاحها على مستوى النظام
- كيفية الحد من تكرار حدوثها من خلال الانضباط التشغيلي
1. كيف يبدو انجراف الأبعاد في البثق
في الإنتاج الحقيقي، لا يظهر عدم استقرار الأبعاد دائمًا كفشل دراماتيكي. وفي كثير من الأحيان، يظهر على شكل خط لا يزال يعمل، ولكنه لم يعد يحتفظ بالحجم المستهدف باستمرار. قد يلاحظ المشغلون أولاً أن سُمك الجدار يصبح أرق ببطء، أو أن القطر الخارجي يبدأ في التحرك نحو حد التفاوت، أو أن وزن العداد لم يعد يتطابق مع القيمة المتوقعة. لمعرفة كيفية عمل التحكم في وزن العداد عمليًا، راجع دليلنا إلى [التحكم في وزن المتر في بثق البلاستيك]. في بعض الخطوط، تكون المشكلة واضحة أثناء بدء التشغيل. وفي خطوط أخرى، لا تصبح واضحة إلا بعد زيادة السرعة، أو تغيير المواد، أو تشغيل الإنتاج لفترة طويلة.
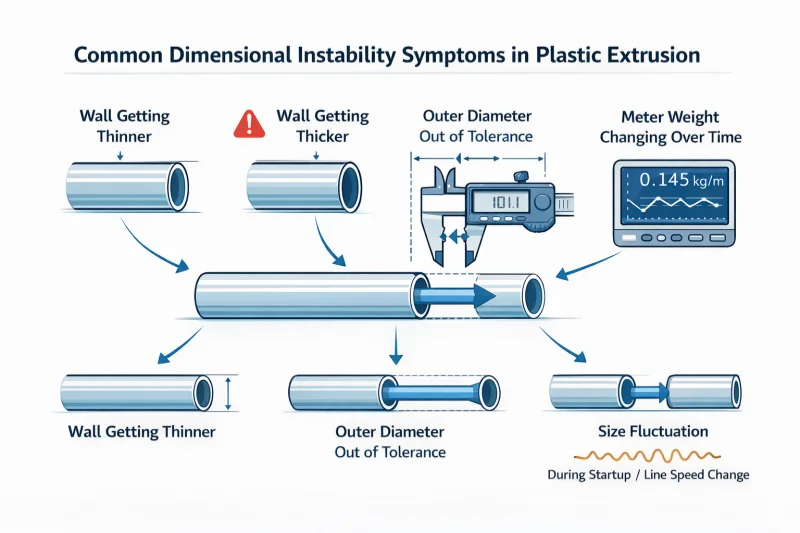
تشمل العلامات الشائعة ما يلي:
- سمك الجدار يزداد رقة تدريجياً
- سمك الجدار يزداد سمكًا تدريجيًا
- انجراف الجرعة الزائدة عن الحد المسموح به
- تغير وزن المتر بمرور الوقت
- تذبذب حجم المنتج أثناء بدء التشغيل أو تغيرات سرعة الخط
هذا مهم لأن مشكلة الأبعاد عادةً ما تكون النتيجة المرئية لعدم تطابق أعمق في مكان ما في العملية. ويوضح لك المنتج أن المادة لكل وحدة طول لم تعد تبقى في مكانها الصحيح.
بالنسبة للمنتجات الصلبة مثل الأنابيب والمقاطع الجانبية يصبح هذا الأمر خطيرًا من الناحية التجارية بسرعة كبيرة. يتم قبول هذه المنتجات حسب الأبعاد والجدار والاتساق. بموجب معايير الأبعاد مثل الأيزو 4427-1 ISO 4427-1, ، حتى التخفيض المتواضع للجدار يمكن أن يكون له عواقب مباشرة على الامتثال. قد يظل الخط يبدو “منتجًا”، ولكن إذا كان الحجم ينجرف، فالنتيجة هي إهدار المواد، والجودة غير المستقرة، والنزاعات التي يمكن تجنبها أثناء الفحص.
2. غالبًا ما يكون تباين سمك الجدار هو علامة التحذير الأولى
عادةً ما يكون تباين سُمك الجدار هو أول إشارة مرئية على أن الخط لم يعد يحتفظ بحالة إنتاج متطابقة.
من بين جميع مشاكل الأبعاد، عادةً ما يكون تباين سُمك الجدار أول ما يلاحظه المشغلون بوضوح. في خطوط الأنابيب، من السهل فهم السبب: يرتبط سمك الجدار مباشرةً باستخدام المواد وأداء الضغط وقبول الفحص. في الخطوط الجانبية، قد يظهر تباين السُمك على شكل ضعف موضعي، أو سوء ملاءمة، أو سلوك جزء غير متناسق حتى قبل أن يبدو المقطع العرضي الكامل مشوهًا بشكل واضح.
يميل سمك الجدار أيضًا إلى الظهور في وقت أبكر من الانهيار بالحجم الكامل لأنه يتفاعل على الفور مع التغيرات في المادة لكل وحدة طول. إذا بدأ الخط في السحب الزائد، عادةً ما يكشف الجدار عن ذلك قبل أن يبدو باقي المنتج خاطئًا بشكل واضح. إذا بدأ الخط في الإفراط في التغذية، فقد يتراكم الجدار قبل أن يلاحظ المشغلون عدم استقرار الأبعاد الأوسع نطاقًا.
وهذا أحد الأسباب التي تجعل مشاكل سمك الجدار تجذب الكثير من الاهتمام في عملية البثق. قد يظل الخط يعمل، وقد يظل السطح يبدو مقبولاً، وقد يظل المنتج يبدو مستقيماً - ولكن الجدار يخبرك بالفعل أن العملية لم تعد مستقرة.
من الناحية العملية، غالبًا ما لا يكون سُمك الجدار هو المشكلة بأكملها - ولكنه غالبًا ما يكون أول علامة واضحة على وجود مشكلة أكبر في الأبعاد.
3. التشخيص السريع: انجراف أم تذبذب أم تغير في الاتجاه؟
يبدأ التشخيص الصحيح بتحديد النمط وليس تعديل المعلمات.
قبل تغيير الإعدادات، تتمثل المهمة الأولى في تحديد نوع مشكلة الأبعاد التي تراها بالفعل. يضيع الكثير من المشغلين الوقت لأنهم يتفاعلون مع العَرَض بسرعة كبيرة دون التعرف على نمطه أولاً. يبدأ التشخيص المستقر بثلاثة أسئلة بسيطة.
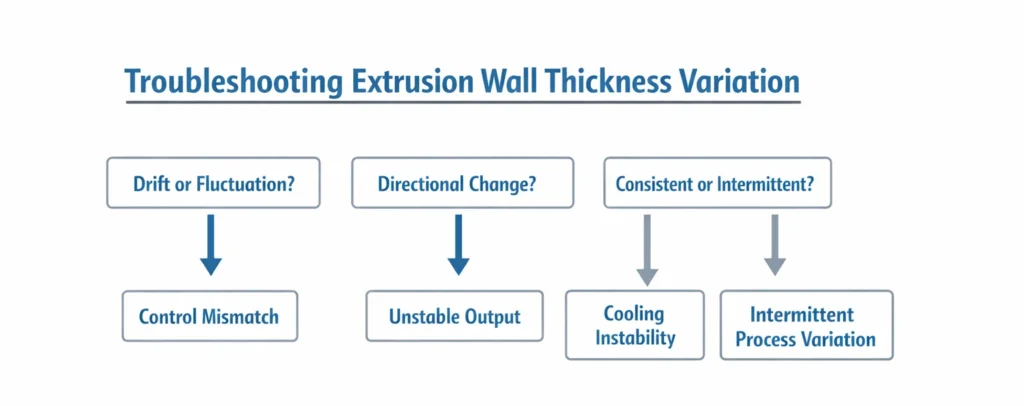
3.1 هل هو انجراف أم تذبذب؟
تتحرك مشكلة الانجراف تدريجيًا في اتجاه واحد. على سبيل المثال، يتناقص سمك الجدار ببطء بمرور الوقت، أو يتحرك OD تدريجيًا لأعلى أثناء التشغيل الطويل. يشير هذا غالبًا إلى عدم تطابق التحكم، أو التحول الحراري، أو تغير حالة المصب، أو عدم استقرار بطيء في العملية.
تتحرك المشكلة المتذبذبة صعودًا وهبوطًا بشكل متكرر. قد تختلف سماكة الجدار حول الهدف، أو قد يتأرجح وزن العداد بدلاً من التحرك في اتجاه واحد واضح. يشير هذا عادةً إلى تغذية غير مستقرة، أو ناتج ذوبان غير متناسق، أو استجابة متغيرة للسحب أو عدم استقرار التبريد.
3.2 هل التغيير في الاتجاه؟
إذا كان الجدار يزداد رقة بشكل أساسي، فمن المحتمل أن يكون الخط قد تم سحبه أكثر من اللازم، أو أن توصيل المادة الفعالة لكل وحدة طول ينخفض.
إذا كان الجدار يزداد سُمكًا بشكل أساسي، فقد يكون الخط يفرط في تغذية المنتج، أو أن الإزالة النهائية لم تعد تواكب المواد المسلمة.
يعد التغيير في الاتجاه مفيدًا لأنه يخبرك ما إذا كان الخط يتصرف كما لو كان يتلقى القليل جدًا أو الكثير جدًا من المواد بالنسبة لحالة السحب الحالية.
3.3 هل هو ثابت أم متقطع؟
تميل المشكلة الثابتة إلى التكرار بنفس الطريقة. يشير هذا غالبًا إلى وجود مشكلة في الإعداد، أو مشكلة في حالة التطابق، أو حالة تشغيل مستقرة ولكن غير صحيحة.
لا تظهر مشكلة متقطعة إلا في بعض الأحيان - أثناء بدء التشغيل، أو بعد تغيير السرعة، أو بعد إعادة ملء القادوس، أو في ظروف درجة حرارة معينة. يشير ذلك عادةً إلى تباين وليس خطأ إعداد ثابت.
هذا الإطار البسيط يمنع التعديل الأعمى. وبمجرد أن تعرف ما إذا كانت المشكلة هي الانجراف أو التذبذب أو التغير في الاتجاه، تصبح الخطوة التالية أكثر وضوحًا.
4. الأسباب الرئيسية لانحراف الأبعاد
تأتي معظم مشاكل الأبعاد من عدم التطابق، أو التسليم غير المستقر، أو التحكم غير المستقر في المصب.
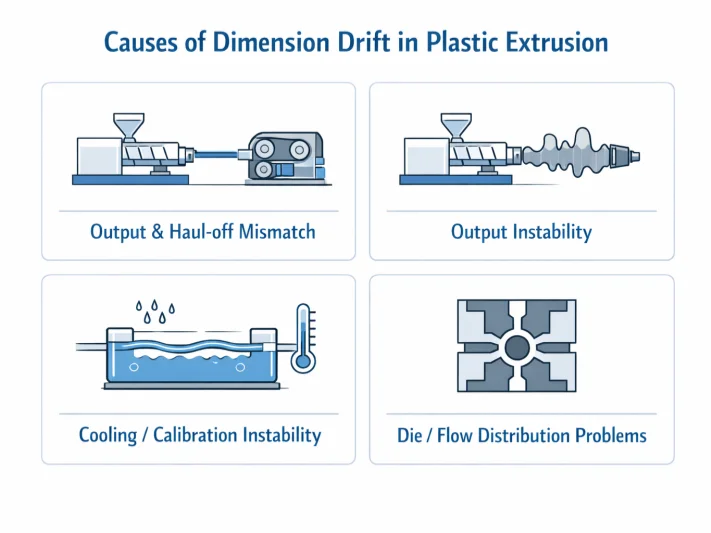
عندما تخرج أبعاد البثق عن النطاق، لا يكون السبب عادةً عشوائيًا. في معظم حالات الإنتاج، تأتي المشكلة من أحد المجالات الأربعة التالية: عدم تطابق الخط، أو عدم استقرار الإخراج، أو عدم استقرار الاستقرار في المصب، أو توزيع التدفق غير المتكافئ.
4.1 عدم تطابق الإخراج والسحب
هذا هو أحد الأسباب الأكثر شيوعًا والأكثر تجاهلًا لانحراف الأبعاد.
إذا كان سحب السحب أسرع من الخط الذي يسلم مادة مستقرة، يدخل المنتج في حالة السحب الزائد. وتكون النتيجة عادةً جدارًا أرق، أو مقطع عرضي منخفض، أو فقدان تدريجي للأبعاد. إذا كان الخط يسلم مادة أكثر مما يزيلها خط السحب بالمعدل المطابق، تكون النتيجة جدارًا أكثر سمكًا ومنتجًا أثقل وتحكمًا غير مستقر في الحجم.
النقطة المهمة هي أن تغيرات سرعة الخط ليست محايدة في البثق. فهي تغير المواد لكل وحدة طول مباشرة. عندما يحاول المشغلون استرداد الحجم عن طريق تغيير جانب واحد فقط من الخط، قد تبدو النتيجة أفضل لفترة قصيرة، ولكن غالبًا ما تزداد الحالة المتطابقة سوءًا.
للحصول على شرح أشمل لهذه الآلية - بما في ذلك كيفية عمل نسبة السحب إلى الأسفل وسبب أهمية التحكم المنسق - راجع دليلنا إلى [تزامن إخراج الطارد ومزامنة سرعة السحب والخروج].
4.2 عدم استقرار المخرجات
حتى إذا كانت الإعدادات المستهدفة صحيحة، فإن الإخراج غير المستقر يمكن أن يؤدي إلى انحراف الأبعاد.
قد يأتي ذلك من عدم اتساق التغذية، أو التجسير، أو مشاكل حالة الحلق، أو تباين كثافة المواد السائبة، أو عدم استقرار درجة حرارة الذوبان، أو تذبذب توصيل البرغي. في هذه الحالات، قد لا يكون الخط “خاطئًا” بشكل واضح في الإعداد، ولكن كمية المواد التي تصل إلى القالب لم تعد مستقرة بما يكفي لدعم هندسة ثابتة.
هذا هو السبب في أن بعض الخطوط تظهر تذبذبًا في الأبعاد حتى عندما تظهر إعدادات السحب دون تغيير. يستجيب الساحب لتيار منتج لم يعد متسقًا.
If feeding instability is the suspected cause, see [لماذا لا يقوم الطارد الخاص بي بالتغذية؟] for a step-by-step diagnosis.
4.3 عدم استقرار التبريد أو المعايرة
يمكن أن ينجرف الخط أيضًا من الناحية البُعدية لأن التثبيت في اتجاه المصب لم يعد قابلًا للتكرار.
في خطوط الأنابيب، يمكن أن تؤثر تغيرات معايرة التفريغ أو عدم اتساق التبريد أو حمل التحجيم غير المستقر على الشكل النهائي والأبعاد. في الخطوط الجانبية، يمكن أن يؤدي عدم توازن التبريد أو تغير ظروف الدعم إلى جعل القسم يتصرف بشكل مختلف حتى عندما يبدو التسليم من المنبع طبيعيًا.
يظهر هذا النوع من المشاكل غالبًا ما يظهر بعد تغيرات السرعة، أو أثناء عمليات التشغيل الطويلة، أو عندما يحاول المشغلون دفع الإنتاجية دون السماح لقسم المصب بوقت كافٍ للاستقرار.
4.4 مشاكل توزيع القالب أو التدفق
ليست كل مشكلة في الأبعاد ناتجة عن عدم تطابق التحكم.
يمكن أن يؤدي التوزيع غير المتكافئ للتدفق أو التلوث في القالب أو التآكل أو اختلال التوازن الهندسي إلى اختلافات في السُمك المحلي أو انحياز متكرر في الأبعاد. إذا كان جانب واحد من المظهر الجانبي أثقل باستمرار، أو إذا كان أحد أجزاء الجدار يقيس بشكل متكرر مختلف عن البقية، فقد لا تكون المشكلة عدم تطابق الخط العام على الإطلاق. قد تكون مشكلة في توزيع التدفق.
هذا هو المكان الذي يجب أن يكون فيه استكشاف الأخطاء وإصلاحها صادقاً. بعض مشاكل الأبعاد تتعلق بمطابقة الخطوط. والبعض الآخر يأتي من حالة الأجهزة. يعتمد التشخيص الجيد على الفصل بين هذين الأمرين.
If contamination in the die is suspected, see [البقع السوداء والتلوث في البثق] to isolate the source before disassembly.
5. كيفية إصلاحه بسرعة
يجب أن يؤدي التصحيح إلى استعادة التوازن، وليس مجرد إجبار العارض على العودة مؤقتًا إلى التسامح.
بمجرد وضوح النمط، يجب أن يركز الإجراء التصحيحي على استعادة حالة التطابق المستقرة. الهدف ليس “مطاردة الرقم” لبضع دقائق. فالهدف هو إعادة الخط إلى حالة يمكن أن تحافظ على البعد باستمرار.
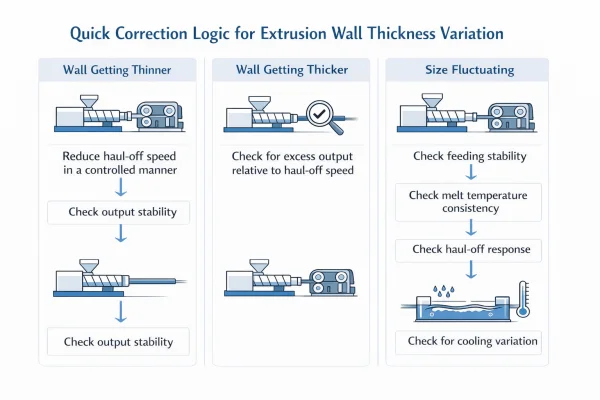
الحالة أ - الجدار يزداد رقة
إذا كانت سماكة الجدار تتحرك بشكل أرق، تحقق أولاً مما إذا كان التفريغ يعمل بفعالية قبل تسليم المواد المستقرة. تأكد مما إذا كانت سرعة الخط قد زادت مؤخرًا، وما إذا كان الإخراج مستقرًا، وما إذا كان قسم المصب لا يزال يدعم هندسة المنتج المستهدف.
الإجراءات المعتادة:
- تقليل سرعة السحب قليلاً في حالة الاشتباه في السحب الزائد
- التأكد من استقرار مخرجات الطارد، وليس فقط ضبطها اسميًا
- تجنب التصحيح العدواني على متغير واحد فقط
- إتاحة الوقت اللازم لانتشار استجابة العملية قبل إجراء تغيير آخر
من الأخطاء الشائعة التي يرتكبها المشغل هو التفاعل مع الجدار الرقيق عن طريق إجراء تصحيحات سريعة متعددة بالتتابع. وغالباً ما يؤدي ذلك إلى التذبذب بدلاً من الاستقرار.
الحالة ب - الجدار يزداد سمكًا
إذا كان سمك الجدار يتراكم، فتحقق مما إذا كان الخط يفرط في تغذية المنتج بشكل فعال. قد يكون هناك الكثير من المواد التي تدخل إلى قسم التشكيل بالنسبة لمعدل الإزالة الحالي في المصب.
الإجراءات المعتادة:
- التحقق مما إذا كان الإخراج مرتفعًا جدًا بالنسبة لسرعة السحب
- تحقق مما إذا كانت المعايرة أو حمل التحجيم قد زاد
- زيادة إزالة المصب فقط بطريقة مضبوطة
- تقليل المواد الزائدة لكل وحدة طول دون خلق سحب زائد
المفتاح ليس مجرد “السحب بشكل أسرع”. فإذا كان النظام غير مستقر بالفعل، فإن زيادة السحب بقوة قد تستبدل مشكلة بمشكلة أخرى.
الحالة ج - الحجم متذبذب صعودًا وهبوطًا
إذا كان سُمك الجدار أو OD أو وزن العداد يتحرك في كلا الاتجاهين بدلاً من الانجراف في اتجاه واحد، فمن المحتمل أن يكون الخط يتعامل مع التباين بدلاً من عدم التطابق الثابت.
الإجراءات المعتادة:
- التحقق من ثبات التغذية وسلوك القادوس
- تحقق من اتساق درجة حرارة الذوبان
- التحقق من ثبات استجابة السحب
- تحقق من تغير التبريد أو التفريغ
- مراجعة ما إذا كانت التغييرات الأخيرة قد تم إجراؤها بسرعة كبيرة جدًا حتى يستقر الخط
عادة ما يعني الحجم المتذبذب أن العملية غير قابلة للتكرار بما فيه الكفاية حتى الآن. في هذه الحالات، غالبًا ما يكون الإجراء الصحيح هو تثبيت الخط قبل دفع الإخراج.
القاعدة العملية في جميع الحالات الثلاث بسيطة: التصحيح المنسق أفضل دائمًا من مطاردة المعلمات المعزولة.
6. عندما تكون هذه في الحقيقة مشكلة أكبر في النظام
إذا ظهرت أعراض متعددة معاً، فعادة ما تكون المشكلة على مستوى النظام.
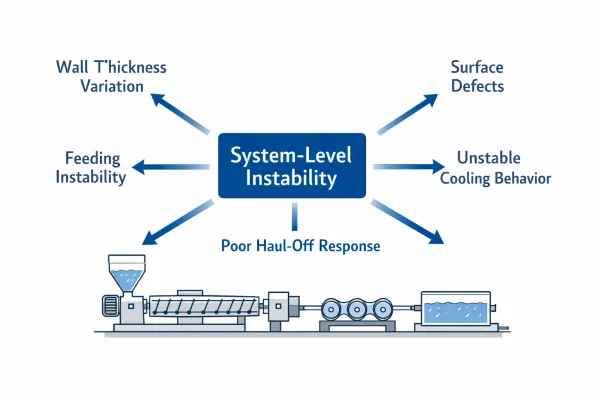
يبدو انحراف الأبعاد أحيانًا وكأنه مشكلة في الحجم، ولكنه في الواقع جزء من نمط عدم استقرار أوسع نطاقًا. إذا ظهر تباين سُمك الجدار مع مشاكل في التغذية، أو عيوب في السطح، أو سلوك تبريد غير مستقر، أو استجابة ضعيفة للساحب، أو أعراض تلوث، فإن المشكلة الحقيقية ربما تكون أكبر من سُمك الجدار وحده.
في هذه الحالات، يجب على المشغل التوقف عن التعامل مع العَرَض البُعدي كمشكلة معزولة والرجوع إلى مسار تشخيصي أوسع. ابدأ بالمسار العام استكشاف أخطاء البثق البلاستيك وإصلاحها إطار العمل، ثم تضييق نطاق المشكلة بشكل منهجي من هناك.
هذا مهم بشكل خاص عندما يظهر الخط أكثر من وضع فشل واحد في نفس الوقت. فالخط الذي يحتوي على تغذية غير مستقرة، وأبعاد غير مستقرة، وعيوب سطحية مرئية لا يعطيك ثلاث مشاكل منفصلة. عادةً ما يظهر نظام واحد فقد الاستقرار في عدة أماكن في وقت واحد.
هذا التمييز يوفر الوقت. فهو يمنع المشغلين من قضاء ساعة في ضبط سُمك الجدار عندما تكون المشكلة الحقيقية هي عدم اتساق المنبع أو عدم استقرار المصب الذي لم يتم تصحيحه.
7. كيفية الحد من تكرار الحدوث
يأتي الإنتاج المستقر من الظروف القابلة للتكرار، وليس من التصحيح المتكرر.
بمجرد تصحيح انجراف الأبعاد، يجب أن يكون السؤال التالي هو لماذا أصبح الخط عرضة للخطر في المقام الأول. لا تكون الإجابة عادةً “لم يتفاعل المشغل بالسرعة الكافية”. في معظم الحالات، تحدث مشاكل الأبعاد المتكررة لأن حالة التشغيل نفسها غير قابلة للتكرار بما فيه الكفاية.
هناك بعض العادات العملية التي تقلل من تكرار حدوثها بشكل كبير:
- رصد الاتجاهات، وليس فقط قراءات نقطة واحدة
- تجنب تصحيح البُعد عن طريق تغيير متغير واحد فقط بشكل متكرر
- الحفاظ على استقرار التغذية والتبريد النهائي تحت السيطرة الروتينية
- توحيد عملية استقرار بدء التشغيل قبل دفع سرعة الإنتاج
- تسجيل الظروف التي كانت موجودة قبل ظهور الانجراف
هذا هو المكان الذي يبدأ فيه استكشاف الأعطال وإصلاحها بالاتصال بالعمل الوقائي. عادة ما يخبرك الخط الذي يقع بشكل متكرر خارج البعد أن نافذة التشغيل العادية لم تستقر بشكل جيد بما فيه الكفاية.
For longer-term prevention, connect this to your [preventive maintenance checklist] and operating discipline rather than relying only on repeated firefighting.
الأسئلة الشائعة
Q1: ما الذي يتسبب في زيادة سماكة الجدار أثناء البثق؟
ج: السبب الأكثر شيوعًا هو السحب الزائد - حيث يسحب السحب الزائد المنتج بشكل أسرع من قدرة الطارد على توصيل مادة مستقرة. يمكن أن يحدث هذا بعد زيادة سرعة الخط، أو عندما ينخفض ناتج الطارد بسبب التغذية أو تغيرات درجة الحرارة، أو عندما تنحرف سرعة السحب لأعلى دون أن يلاحظ المشغل. والنتيجة هي مادة أقل لكل وحدة طول، والتي تظهر على شكل جدار أرق.
Q2: كيف يمكنني معرفة ما إذا كان خط البثق الخاص بي قد تجاوز الحد المسموح به؟
تحقق مما إذا كان سمك الجدار ووزن العداد كلاهما يتجهان إلى الأسفل. إذا كان المنتج يصبح أرق وأخف وزنًا في وقت واحد، فمن المرجح أن يكون الخط في حالة سحب زائد - حيث يقوم السحب الزائد بإزالة المنتج بشكل أسرع من الطارد الذي يزود الطارد بالمواد. تأكد من ذلك عن طريق تقليل سرعة التفريغ مؤقتًا بشكل طفيف: إذا بدأ الجدار في التعافي على الفور، فإن السحب الزائد هو السبب.
Q3: لماذا يتذبذب البعد على الرغم من أنني لم أغير أي إعدادات؟
لأن الإعدادات ليست المتغير الوحيد. يمكن أن تتغير كثافة المواد السائبة بين الدفعات، ويمكن أن تنحرف درجة حرارة الذوبان مع الظروف المحيطة واستجابة تسخين البرميل، ويمكن أن تصبح التغذية غير متسقة بسبب سلوك التجسير أو القادوس، ويمكن أن تتغير درجة حرارة مياه التبريد. كل هذا يؤثر على حالة العملية الفعلية حتى عندما تظل نقاط الضبط دون تغيير.
Q4: هل يجب أن أضبط سرعة السحب أو سرعة اللولب لإصلاح سمك الجدار؟
يعتمد ذلك على الجانب الذي يسبب اختلال التوازن. إذا كان الإخراج مستقرًا وكان السحب سريعًا جدًا، قلل سرعة السحب. إذا كان السحب مضبوطًا بشكل صحيح ولكن الطارد لا يقدم ما يكفي من المواد، فقم بزيادة سرعة اللولب أو تحقق مما يحد من الإخراج. المفتاح هو تحديد الجانب غير المستقر أولاً، ثم تصحيحه - وليس ضبط أي معلمة هي الأقرب.
Q5: متى يجب التوقف عن استكشاف سمك الجدار وإصلاحه والنظر إلى الخط بأكمله؟
عندما تظهر مشاكل الأبعاد مع أعراض أخرى - عدم استقرار التغذية، أو عيوب السطح، أو عدم اتساق درجة الحرارة، أو مشاكل التبريد - فإن المشكلة عادةً ما تكون على مستوى النظام. توقف عن التعامل مع سمك الجدار كمشكلة معزولة وتراجع إلى نهج تشخيصي أوسع نطاقًا. يمكن تصحيح عرض واحد على المستوى المحلي؛ وعادةً ما تشير الأعراض المتعددة المتزامنة إلى أن الخط قد فقد الاستقرار على مستوى أعمق.
هل تحتاج إلى مساعدة في تشخيص خطك؟
أخبرنا بنوع المنتج الخاص بك، وسُمك أو حجم الجدار المستهدف، ونمط التذبذب الذي تراه، ومتى تظهر المشكلة أثناء الإنتاج. يمكننا مساعدتك في تحديد ما إذا كانت المشكلة الرئيسية هي عدم تطابق الإخراج، أو سلوك التفريغ، أو عدم استقرار التبريد، أو مشكلة أوسع في التحكم في الخط.
استكشف المواضيع
تصفية حسب المواصفات
هل لديك أسئلة فنية؟
فريقنا الهندسي جاهز لمساعدتك في عملية البثق أو تكوين الماكينة.

جيسون شين
جيسون هو مؤسس شركة Jinxin Extruder ومهندس مخضرم يتمتع بخبرة عملية تزيد عن 20 عامًا في مجال الماكينات البلاستيكية.
بدأ مسيرته المهنية في الورشة وأتقن كل التفاصيل الفنية - من الأسلاك الكهربائية إلى استكشاف الأخطاء وإصلاحها المعقدة.
واليوم، يشرف شخصياً على عمليات الفحص النهائية، مما يضمن أن كل ماكينة يتم تصنيعها بخبرة فنية عميقة وموثوقية تم اختبارها ميدانياً.
مزيد من القراءة
عرض أسعار خط البثق: ما يتضمنه وما يجب التحقق منه قبل الشراء
هل تقارن بين عروض أسعار خطوط البثق؟ استخدم هذه القائمة المرجعية لنطاق التوريد لمعرفة ما هو مشمول وما هو مستبعد عادةً وما هو...مبادل غربال البثق وترشيح الذوبان: كيفية تقليل التلوث وتذبذب الضغط
دليل عملي لمبدلات الغربال في بثق البلاستيك - كيف يتحكم الترشيح بالذوبان في التلوث، ولماذا تتسبب تغييرات الغربال في الضغط...




