
استكشاف أعطال البثق وإصلاحها حسب المحطة: خريطة تشخيصية سريعة (القالب ← المعايرة ← التبريد ← التبريد ← السحب ← القاطع)
استكشاف أخطاء البثق وإصلاحها حسب المحطة: خريطة تشخيصية سريعة
عندما يبدأ خط البثق في إنتاج منتج معيب - أبعاد غير مستقرة، أو تشوه في الشكل، أو علامات سطحية، أو قطع غير متناسق - فإن أسرع طريقة لمعرفة السبب هي استكشاف أخطاء البثق وإصلاحها حسب المحطة, ، وليس التعديل العشوائي.
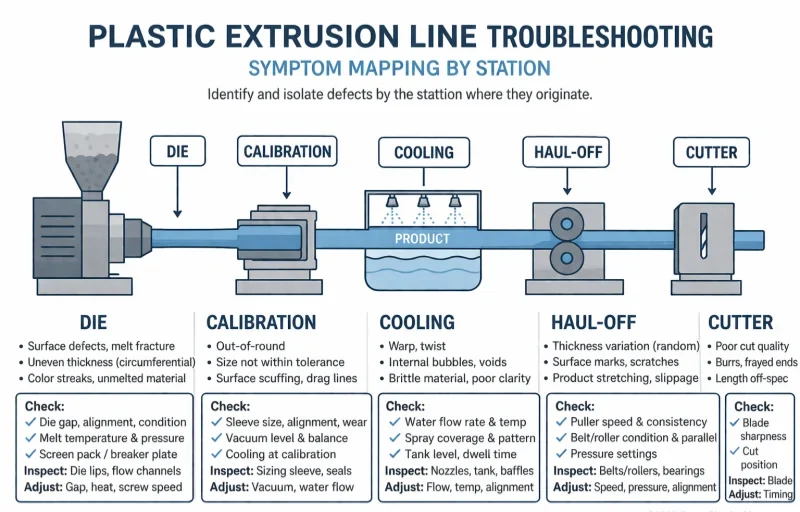
الفكرة الأساسية بسيطة. إن خط البثق عبارة عن سلسلة من المحطات بالترتيب: القالب، والمعايرة، والتبريد، والسحب، والقاطع. تقوم كل محطة بوظيفة واحدة للمنتج. كل محطة، عندما تفشل، تخلق نمط أعراض يمكن التعرف عليه. إذا تمكنت من مطابقة العَرَض مع المحطة في أقل من دقيقتين، فإنك توفر على نفسك ساعتين من التغييرات العمياء في المعلمات.
تصبح معظم عمليات استكشاف أخطاء البثق وإصلاحها بطيئة لأن المشغلين يتفاعلون مع الأعراض بشكل عام بدلاً من طرح سؤال واحد أولاً: أي محطة على هذا الخط تمتلك على الأرجح هذا العرض؟ شخص واحد يرفع درجة حرارة البرميل. وآخر يغير سرعة السحب. ويقوم ثالث بتعديل التفريغ. في غضون دقائق، تتغير ثلاثة متغيرات، ولا يستقر الخط، ولا أحد يعرف أي تغيير ساعد أو أضر بالفعل.
إن تغيير سرعة السحب بسبب مشكلة في التحجيم يشبه تصحيح خطأ في القطع عن طريق تغيير درجة حرارة الذوبان - قد يغير العرض، لكنه لا يصلح السبب. وهو يقدم متغيرًا جديدًا يجعل التشخيص التالي أكثر صعوبة.
لا تبدأ كل مشكلة في خط الإنتاج من الطارد. فالعديد من مشاكل الإنتاج الأكثر إحباطًا تنشأ في محطة واحدة من محطات الإنتاج النهائية التي لم يتم فحصها بشكل صحيح.
ستتعلم في هذه المقالة:
- كيفية قراءة عرض المنتج وتحديد المحطة التي تمتلكه على الأرجح
- ما تفعله كل محطة من محطات المصب للمنتج وما يحدث عند فشلها
- أول فحص مفيد يجب إجراؤه في كل محطة قبل تغيير أي معلمات
- جدول التشخيص المرجعي السريع: الأعراض → المحطة الأكثر احتمالاً → الفحص الأول
- كيفية التعامل مع المشاكل التي تنطوي على أكثر من محطة واحدة
- الأخطاء الشائعة التي ترسل المشغلين إلى المحطة الخطأ وتضيع وقت التشخيص
عادةً لا تكون أسرع طريقة لاستكشاف الأخطاء وإصلاحها هي المزيد من الخبرة وحدها، بل عادة منضبطة: تحديد المحطة قبل ضبط الخط.
1. ابدأ بنمط العرض، وليس بآخر إعداد قام شخص ما بتغييره
قبل التوجه إلى أي محطة، يجب على المشغل أولاً قراءة الأعراض بشكل صحيح. لا تنجح خريطة المحطة إلا عندما يتم وصف المشكلة بعبارات إنتاجية - وليس بلغة غامضة مثل “يبدو الوضع سيئًا” أو “يبدو الخط غير مستقر”.”
تم تصميم هذا الدليل لفرز ستة أنواع من أعراض المصب:
- سمك الجدار غير المستقر - يستمر البعد في الانجراف أو الدوران
- انحراف OD أو التحجيم - المنتج كبير جدًا أو صغير جدًا أو متذبذب باستمرار
- تشويه الشكل - الانحناء، أو الاعوجاج، أو الاعوجاج، أو الانحناء البيضاوي، أو انهيار المظهر الجانبي
- علامات السطح بعد التشكيل - خطوط السحب أو علامات الماء أو الخشونة المتعلقة بالتبريد
- انزلاق المنتج أو عدم ثبات المنتج أو سحبه - علامات القبضة أو الثرثرة أو الشد غير المتناسق
- جودة القطع أو الطول السيئ - قطع بزاوية، أو أوجه خشنة أو أطوال غير متناسقة
1.1 أين تظهر الأعراض لأول مرة؟
الخطوة التشخيصية الأولى هي تحديد موقع العرض على طول الخط:
- مباشرة عند خروج القالب → من المحتمل أن تكون مشكلة في القالب/الأدوات
- أثناء التحجيم أو المعايرة → مشكلة معايرة على الأرجح
- بعد تبريد السفر → مشكلة تبريد محتملة
- أثناء أو بعد السحب → من المحتمل أن تكون مشكلة في السحب
- عند القطع أو اللف → من المحتمل أن تكون مشكلة في القاطع/المبرد
إن العيب الذي تلاحظه لأول مرة في القاطع ليس بالضرورة أن يكون سببه القاطع. ولكن المحطة الأولى التي تصبح فيها المشكلة قابلة للقياس لا تزال تمنحك أفضل نقطة بداية. لا تقم بالتشخيص من الذاكرة وحدها. امشِ على الخط وانظر.
ما تفعله الفرق ذات الخبرة في الواقع في الخطوط ذات أوقات التشخيص القصيرة باستمرار، أول ما يتحقق منه المشغلون ليس شاشة المعلمات. فهم يسيرون إلى مخرج القالب وينظرون إلى المنتج أثناء خروجه. ثم يتتبعون المنتج في اتجاه المصب، محطة تلو الأخرى، حتى يجدوا مكان ظهور العيب لأول مرة. هذه الملاحظة وحدها تقضي على معظم التخمينات الخاطئة.
بمجرد وصف العَرَض بوضوح وتحديد موقعه على طول الخط، يصبح من السهل عادةً تحديد المحطة الصحيحة التي يجب فحصها أولاً.
2. القالب والأدوات: عندما تبدأ المشكلة عند نقطة الخروج
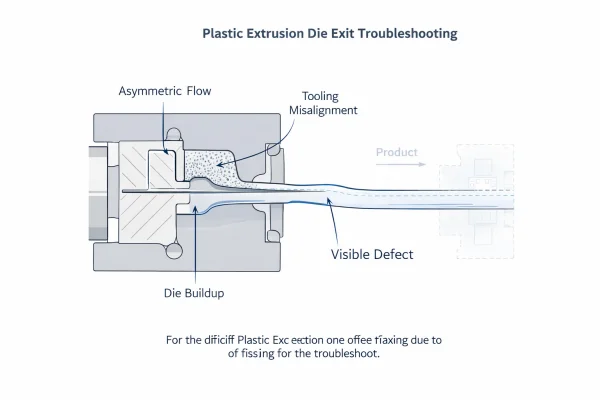
إذا كان عدم الاستقرار مرئيًا بالفعل في اللحظة التي تغادر فيها المادة القالب، فإن محطة القالب والأدوات هي المكان الأول الذي يجب التحقق منه. لا شيء في المصب يمكنه إصلاح شكل خاطئ بالفعل قبل بدء المعايرة.
2.1 ما الذي تتحكم به هذه المحطة
يقوم رأس القالب والأدوات بتحويل تيار الذوبان إلى المقطع العرضي المستهدف - أنبوب أو مقطع جانبي أو صفيحة أو أنبوب. تحدد هذه المحطة الهندسة الأولية للمنتج، وتوزيع التدفق، وتماثل سمك الجدار، وحالة السطح في لحظة الخروج.
2.2 الأعراض التي تنتمي عادةً إلى هذه المحطة
- أحد جانبي المنتج أكثر سمكًا من الآخر منذ البداية (توزيع التدفق غير المتماثل)
- خطوط القالب - خطوط طولية مستمرة أو خدوش على السطح
- الكسر الذائب أو جلد القرش - خشونة السطح المنتظمة من إجهاد القص المفرط
- الشكل الأولي غير المستقر قبل دخول المنتج في المعايرة
- الذوبان الذي يغادر القالب بشكل غير متساوٍ - جزء من المحيط أو المظهر الجانبي يتحرك أسرع من الآخر
- التراكم المرئي أو تغير اللون أو المواد المتدهورة عند شفة القالب
2.3 الفحوصات الأولى قبل تغيير أي إعدادات
- انظر إلى مخرج القالب مباشرة. قبل أن يدخل المنتج في المعايرة أو يلامس الماء، هل الشكل غير متماثل بالفعل؟ هل أحد الجانبين أثقل بالفعل؟ إذا كانت الإجابة بنعم، فالمشكلة بدأت هنا.
- افحص للتأكد من عدم وجود تراكم القوالب. يمكن أن تؤدي المواد المتراكمة المتدهورة عند الشفة إلى انحراف التدفق وتكوين علامات. نظف الشفة ولاحظ ما إذا كانت الأعراض تتغير. للحصول على إجراء كامل لتنظيف القالب وتخزينه، راجع [أفضل الممارسات لصيانة القوالب الطاردة وتخزينها]
- تحقق من محاذاة الأدوات. بالنسبة للأنابيب، تحقق من توسيط المغزل/المسمار. بالنسبة للملامح، تحقق مما إذا كانت فجوة القالب موحدة. فحتى الإزاحة الصغيرة في القالب تصبح انحرافًا كبيرًا في المصب.
- تحقق من درجات حرارة منطقة القالب. تأكد من عمل جميع مناطق التسخين وضبطها بشكل صحيح. يؤدي تعطل السخان على جانب واحد من القالب إلى اختلال توازن التدفق الموضعي.
درس في التكليف نراه مراراً وتكراراً: أثناء بدء تشغيل خط أنابيب جديد، يبلغ العميل أن الجدار أكثر سمكًا باستمرار على جانب واحد. ويكون رد الفعل الأول دائمًا هو ضبط التفريغ في خزان المعايرة. ولكن عندما نطلب منهم قياس الجدار عند مخرج القالب - قبل المعايرة - يكون التباين موجودًا بالفعل. تحتاج مسامير توسيط القالب إلى التعديل، وليس التفريغ. إن العديد من الشكاوى “النهائية” هي في الحقيقة مشاكل هندسية نشأت في القالب.
2.4 الأنبوب مقابل الملف الشخصي: أدوات مختلفة، نفس المنطق
في خطوط الأنابيب، يتحكم توسيط القالب بشكل مباشر في الانحراف. في خطوط التشكيل الجانبي، يكون توازن قناة التدفق عبر تجاويف أو أقسام متعددة أكثر أهمية. منطق التشخيص هو نفسه - تحقق من مخرج القالب أولاً - لكن فحص الأدوات المحددة يعتمد على نوع المنتج.
إذا كان المنتج خاطئًا بالفعل قبل أن يصل إلى المحطة التالية، فإن الفحص الأول الصحيح دائمًا ما يكون القالب والأدوات، وليس الإعدادات النهائية.
3. المعايرة والتحجيم: عندما يكون الشكل موجودًا ولكن لن يصمد
عادةً ما تعاني محطة المعايرة أو محطة التحجيم من مشاكل حيث يخرج المنتج من القالب بالشكل الصحيح تقريبًا ولكن لا يمكن أن يحتفظ بأبعاد أو هندسة ثابتة بمجرد دخوله إلى جهاز التحجيم.
3.1 ما الذي تتحكم فيه هذه المحطة
لا تخلق المعايرة تدفق الذوبان. وتتمثل مهمتها في قفل هندسة المنتج مباشرةً بعد خروج القالب. بالنسبة للأنابيب، عادةً ما يكون هذا عادةً غلاف تحجيم بالتفريغ. بالنسبة للملامح، قد يكون هذا مجموعة من ألواح التشكيل، أو خزان معايرة التفريغ، أو نظام تحجيم التلامس. تحدد هذه المحطة ما إذا كان الشكل الأولي من القالب يصبح بعدًا مستقرًا وقابلًا للتكرار - أو ينجرف.
3.2 الأعراض التي تنتمي عادة إلى هذه المحطة
- انحراف OD حتى عندما يبدو مخرج القالب متمركزًا تقريبًا
- استدارة زوايا الملف الشخصي أو انهيارها أو عدم ملئها بشكل صحيح
- نتيجة تحجيم فراغ غير متناسقة - تدوير الأبعاد دون سبب واضح
- التصاق المنتج أو سحبه أو عمل علامات تلامس داخل جهاز المعايرة
- تتغير الأبعاد بشكل ملحوظ بمجرد دخول المنتج إلى جهاز التحجيم
- علامات السحب السطحية أو الخدوش الطولية التي تنشأ داخل الغلاف
3.3 الفحوصات الأولى قبل تغيير أي إعدادات
- اقرأ مقياس التفريغ. هل التفريغ في المستوى المحدد؟ هل هو متذبذب؟ يمكن أن يتسبب وجود تسرب في النظام - حلقات مانع تسرب بالية، خرطوم متصدع، وصلة مفكوكة - في عدم استقرار التحجيم الذي يبدو مثل “انحراف الخط العام”.”
- افحص حالة ختم التفريغ. تتآكل حلقات منع التسرب المطاطية عند مدخل ومخرج جلبة التحجيم بمرور الوقت. إذا كان هناك تسريب، فإن زيادة التفريغ تعوض مؤقتًا فقط بينما يستمر مانع التسرب في التدهور. افحص مانع التسرب أولاً، ثم اضبط التفريغ.
- تحقق من محاذاة الدخول. هل يدخل المنتج إلى جهاز التحجيم بشكل مركزي؟ إذا كان المنتج يدخل بزاوية، فإن أحد الجانبين يلامس جدار الغلاف بقوة أكبر من الجانب الآخر، مما يؤدي إلى عدم تساوي التحجيم وعلامات السطح.
- افحص جهاز المعايرة من الداخل. يمكن أن يؤدي تراكم المواد المتدهورة أو الترسبات الكلسية من مياه التبريد أو التآكل على السطح الداخلي إلى عدم انتظام التلامس وعدم استقرار الأبعاد.
حيث يخطئ المشغلون الجدد في أغلب الأحيان: يرون أنبوبًا صغير الحجم ويزيدون التفريغ على الفور. قد ينجح ذلك لبضع ساعات. ولكن إذا كان السبب الحقيقي هو حلقة مانع التسرب البالية التي تسرب الهواء عند مدخل الجلبة، فإن المزيد من التفريغ يخفي المشكلة بينما يستمر مانع التسرب في التدهور. وسرعان ما تعمل مضخة التفريغ بكامل طاقتها ولا يزال الأنبوب ينجرف. يستغرق الإصلاح دقيقتين: استبدل حلقة الختم.
3.4 لماذا يسهل التشخيص الخاطئ لمشاكل المعايرة
تقع المعايرة في منتصف الخط. فهي تضخّم كلاً من أخطاء المنبع (سوء توسيط القالب) وتأثيرات المصب (السحب غير المتسق). عندما “يبدو الخط ”غير مستقر" دون وجود سبب واحد واضح، غالبًا ما تكون محطة المعايرة متورطة - وغالبًا ما يتم تجاهلها.
لا تصحح مشكلة التحجيم فقط عن طريق تغيير سرعة السحب. إذا كان البُعد خاطئاً عند مخرج المعايرة، فإن تعديل السحب يكون تعويضاً وليس إصلاحاً.
عندما يبدو المنتج مقبولاً في القالب ولكنه يفقد أبعاده أو شكله بمجرد دخوله إلى التحجيم، يجب فحص محطة المعايرة قبل أي شيء آخر.
4. التبريد: عندما تنحرف الأبعاد في وقت لاحق أو عندما يضبط المنتج بشكل غير متساوٍ
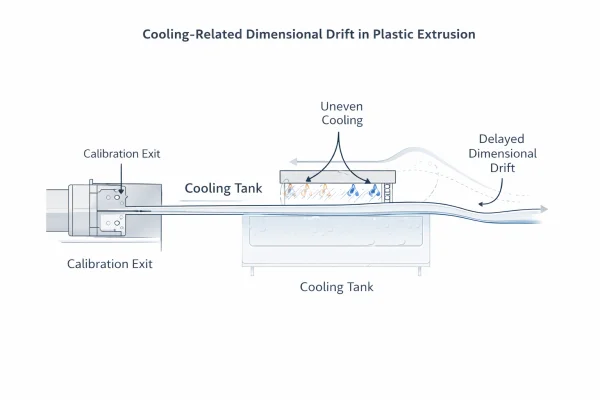
التبريد عادةً ما يمتلك التبريد الأعراض التي تظهر بعد تم تشكيل المنتج وحجمه في البداية ولكن قبل جامدة تمامًا. تكون أعطاله أبطأ وأقل وضوحًا وأكثر شيوعًا من أي محطة أخرى في عدم استقرار الخط العام.
4.1 ما الذي تتحكم به هذه المحطة
يقوم نظام التبريد بإزالة الحرارة من المنتج بشكل موحد بما يكفي لتجميد المنتج دون التواء أو تشويه متبقي أو حركة الأبعاد في المرحلة المتأخرة. ويتم ذلك عادةً من خلال حمامات الماء - الغمر أو الرش - والمتغير الرئيسي ليس فقط درجة الحرارة ولكن التوحيد:: من الأعلى إلى الأسفل، ومن اليسار إلى اليمين، وعلى طول مسافة السفر بالكامل.
4.2 الأعراض التي تنتمي عادة إلى هذه المحطة
- يترك المنتج المعايرة بشكل مقبول ولكن الأبعاد تنجرف أكثر في اتجاه المصب
- يظهر الانحناء أو الالتواء أو الالتواء فقط بعد خروج المنتج من قسم التبريد
- التباين الذي لم يكن موجوداً في مرحلة التحجيم
- تبييض السطح أو علامات الإجهاد أو الخشونة المتعلقة بالتبريد
- تختلف قياسات الأبعاد بشكل كبير حسب مكان القياس على طول الخزان الذي تقيسه
- يزداد عدم الثبات سوءًا عند زيادة سرعة الخط - يعمل الخط بشكل جيد عند الإخراج المعتدل ولكنه يبدأ في الانحراف عند دفعه بشكل أسرع
4.3 الفحوصات الأولى قبل تغيير أي إعدادات
- قياس درجة حرارة الماء عند المدخل والمخرج. هل هي ضمن النطاق المستهدف؟ هل هناك ارتفاع كبير في درجة الحرارة بين الخزان الأول والأخير؟
- تحقق من انتظام توزيع المياه. هل جميع فوهات الرش تعمل؟ هل مستوى الماء ثابت؟ هل أحد جانبي الخزان أبرد من الآخر؟
- تحقق من دعم المنتج من خلال مسار التبريد. هل بكرات التوجيه أو عناصر الدعم موضوعة بشكل صحيح؟ المنتج الذي يتدلى أو يتحرك داخل الخزان سوف يبرد بشكل غير متساوٍ.
- قياس درجة حرارة سطح المنتج عند مخرج التبريد. هل هو منخفض بما يكفي ليحافظ على شكله خلال السحب والقطع؟
خط الأساس الذي نسجله دائمًا أثناء بدء التشغيل: على خطوط الأنابيب، نضع علامة على درجة حرارة الماء عند مدخل ومخرج كل قسم تبريد كجزء من مجموعة معلمات بدء التشغيل. عندما يظهر الانحناء أو البيضاوية بعد أشهر، يمكن للعميل مقارنة درجات الحرارة الحالية بخط الأساس ومعرفة ما إذا كان أداء التبريد قد انحرف على الفور - غالبًا بسبب تراكم الترسبات الكلسية في فوهات الرش، أو مضخة دوران معطلة، أو التغيرات الموسمية في درجة حرارة مياه الإمداد.
4.4 مشكلة احتياطي التبريد
قد يبدأ الخط الذي يعمل بثبات عند سعة 60% في إظهار انحراف عند 80% - ليس لأن أي شيء تغير ميكانيكيًا، ولكن لأن نظام التبريد لم يعد لديه احتياطي كافٍ لإزالة الحرارة عند الإنتاجية الأعلى. يقضي المنتج وقتًا أقل في الخزان ويخرج أكثر دفئًا. هذه مشكلة في سعة التبريد، وليست مشكلة في القالب أو المعايرة.
للاطلاع على شرح تقني مفصل لكيفية الحد من قدرة التبريد على الحد من ناتج خط البثق - بما في ذلك حساب الحمل الحراري، والتدفق المضطرب مقابل التدفق الصفحي، وتأثيرات رقم رينولدز على انتقال الحرارة - انظر تعظيم قدرة التبريد لخط البثق الخاص بك بواسطة جيم فرانكلاند على تكنولوجيا البلاستيك.
4.5 التشخيص الخاطئ الأكثر شيوعًا
غالبًا ما يتم إلقاء اللوم على انحناء المنتج على القالب أو السحب. ولكن السبب الأكثر شيوعًا هو ببساطة التبريد غير المتساوي. إذا كان الجزء العلوي من المنتج يبرد أسرع من الجزء السفلي، فإن الانكماش التفاضلي يؤدي إلى حدوث تقوس. تحقق من انتظام التبريد أولاً.
إذا كان المنتج يبدأ بشكل صحيح ولكنه يفقد ثبات الأبعاد في وقت لاحق في الخط، فيجب التعامل مع التبريد كمحطة أساسية للفحص بدلاً من حالة خلفية سلبية.
5. السحب: عندما يتم سحب المنتج بشكل خاطئ
عادةً ما تمتلك محطة السحب أعراضًا تتعلق بعدم استقرار السحب، وعدم تطابق السرعة، وتغيرات الأبعاد التي تظهر تحديدًا عند تغير قوة السحب أو السرعة.
5.1 ما الذي تتحكم به هذه المحطة
لا تولد عملية السحب المخرجات - فالطارد يقوم بذلك. ولكن السحب يحدد كيفية سحب المنتج المشكل عبر جميع المحطات النهائية. تتحكم النسبة بين معدل إخراج الطارد وسرعة السحب - نسبة السحب إلى الأسفل - بشكل مباشر في سمك الجدار والجزء الخارجي من العمود. إذا كانت هذه النسبة خاطئة أو غير مستقرة، ستنحرف الأبعاد بغض النظر عن مدى جودة أداء المحطات الأخرى.
5.2 الأعراض التي تنتمي عادة إلى هذه المحطة
- يتغير سمك الجدار عندما تتغير سرعة الخط (رقيق جدًا عند السرعة العالية، وسميك جدًا عند السرعة المنخفضة)
- الأبعاد التي كانت مستقرة تنحرف فجأة بعد تعديل سرعة السحب
- انزلاق المنتج أو انزلاقه أو ظهور علامات الإمساك من الأحزمة أو الوسادات
- التوتر غير مستقر بشكل واضح - المنتج يهتز أو يتأرجح بين المحطات
- يصبح طول القطع غير متناسق لأن سرعة الخط الفعلية غير مستقرة
- يتمدد شكل المنتج أو ينضغط بعد ترك التبريد
5.3 الفحوصات الأولى قبل تغيير أي إعدادات
- تحقق من سرعة السحب الفعلية، وليس فقط نقطة الضبط. استخدم قياس سرعة خارجي للسرعة (مقياس سرعة الدوران أو عجلة السرعة السطحية) للتأكد من تطابق سرعة السير/المسار الفعلية مع الشاشة. يمكن أن يؤدي انحراف أداة التشفير وانزلاق السير وتأخر استجابة المحرك إلى حدوث فجوة بين السرعة المحددة والسرعة الحقيقية.
- تحقق من حالة الجر. هل الأحزمة أو المسارات أو الوسادات بالية؟ تنزلق الأحزمة البالية بشكل متقطع، مما يخلق تباينًا في السرعة يشبه “عدم استقرار الخط”.”
- تحقق من ضغط التلامس. هل قوة التشبيك متساوية عبر عرض المنتج؟ يؤدي الضغط الزائد إلى ظهور علامات على السطح. القليل جداً يسبب الانزلاق. يؤدي الضغط غير المتساوي إلى سحب أحد الجانبين أسرع من الآخر.
- تحقق من المزامنة مع مخرج الطارد. عندما يغير المشغل سرعة السحب، هل يستجيب سمك الجدار بشكل متناسب ومتوقع؟ إذا كانت الاستجابة غير منتظمة أو متأخرة، فقد يحتاج المحرك أو نظام التحكم إلى عناية.
5.4 كيفية فصل أعراض السحب عن أعراض الموت أو التحجيم
إذا كان قياس المنتج مستقرًا عند مخرج التبريد ولكنه يتغير بعد مروره عبر التفريغ، فإن التفريغ هو السبب الأكثر احتمالاً. إذا كان المنتج خاطئًا بالفعل قبل أن يصل إلى عملية التفريغ، فإن المشكلة تكون في المنبع.
القاعدة الذهبية لسُمك الجدار: سُمك الجدار = f(ناتج الطارد ÷ سرعة السحب). إذا كان سمك الجدار ينجرف، حدد أولاً أي من هذين المتغيرين يتغير بالفعل. لا تقم بتعديل كليهما في نفس الوقت.
منتجات مختلفة، حساسية مختلفة: الأنابيب والمقاطع الجانبية الصلبة متسامحة نسبيًا لأن المنتج يكون متصلبًا جزئيًا في الوقت الذي يصل فيه إلى الساحب. ولكن الأنابيب المرنة وخرطوم الجدران الرقيقة أكثر حساسية لعدم استقرار السحب - حتى التقلبات الصغيرة في السرعة يمكن أن تسبب تقلبات صغيرة في السرعة في حدوث دورة مرئية في سمك الجدار. يجب أن يتطابق تركيز استكشاف الأعطال وإصلاحها مع نوع المنتج وتخطيط الخط.
إذا تغيرت سماكة الجدار بشكل أساسي عند تغير سرعة السحب - وكان ناتج الطارد نفسه مستقرًا - فمن المحتمل أن تكون المشكلة مشكلة تزامن بين معدل الإخراج وسرعة السحب. للحصول على شرح أعمق لكيفية تفاعل هذين المتغيرين وكيفية تحقيق التوازن بينهما، راجع [كيف يتحكم ناتج الطارد وسرعة السحب في سمك الجدار].
عندما يتم تشكيل المنتج بشكل صحيح ولكنه يتغير تحت السحب، تصبح محطة السحب أول محطة للتحقق - خاصةً ثبات سرعته الحقيقية وحالة الجر.
6. القاطع أو القاطعة: عندما يكون المنتج جيدًا حتى خطوة المناولة النهائية
وعادةً ما يمتلك القاطع أو آلة اللف عادةً أعراض نهاية الخط: جودة القطع الرديئة، أو طول القطع غير المتناسق، أو تشوه النهاية، أو مشاكل اللف. هذه هي محطة المناولة النهائية، وتتمثل مهمتها في تحويل المنتج المستمر إلى قطع نهائية قابلة للشحن - دون إدخال عيوب جديدة.
6.1 ما الذي تتحكم به هذه المحطة
- القاطع (الأنابيب، المقاطع الجانبية والمنتجات الصلبة): تقطع بالطول باستخدام منشار أو سكين أو قاطع كوكبي. يجب مزامنة إجراء القطع مع سرعة الخط الفعلية.
- اللفافة/المطحنة (الأنابيب المرنة والخرطوم والكابلات): لف المنتج على بكرات أو براميل مع التحكم في الشد ووضع الطبقات.
6.2 الأعراض التي تنتمي عادة إلى هذه المحطة
- وجه القطع خشن أو مائل أو غير متعامد على محور المنتج
- طول القطع غير متناسق - بعض القطع طويلة جداً والبعض الآخر قصير جداً
- يتشوه المنتج عند نقطة القطع - يتسطح الأنبوب ويسحق المظهر الجانبي
- نتوءات أو حطام على حافة القطع
- اللف غير متساوٍ - طبقات فضفاضة أو متداخلة أو علامات شد على المنتج المرن
- مشاكل في شد اللفائف - خروج المنتج من البكرة أو وصوله إلى العميل ملتويًا
6.3 الفحوصات الأولى قبل تغيير أي إعدادات
- افحص حالة الشفرة. تتسبب الشفرة الباهتة في حدوث قطع خشن ونتوءات وزيادة قوة القطع التي يمكن أن تشوه المنتج.
- تحقق من مزامنة القطع. هل يقرأ المشفر أو إشارة السرعة بشكل صحيح سرعة الخط الفعلية؟ إن عدم التطابق بين إشارة المشغل وسرعة المنتج الحقيقية هو السبب الأكثر شيوعًا لعدم اتساق طول القطع.
- تحقق من التثبيت والدعم. إذا تم تثبيت المنتج أثناء القطع، فهل قوة التثبيت مناسبة؟ تؤدي القوة المفرطة إلى تسطيح الأنبوب. تسمح القوة غير الكافية بتحريك المنتج أثناء القطع.
- بالنسبة للملفات: تحقق من التحكم في الشد. هل نقطة ضبط الشد صحيحة للمنتج؟ هل تعمل آلية العبور بشكل صحيح؟ هل المنتج بارد بدرجة كافية عند وصوله إلى الملف؟
6.4 الحدود الحرجة
إذا كان المنتج غير مستقر الأبعاد بالفعل قبل يصل إلى القاطع، فإن القاطع ليس هو السبب الجذري - حتى لو كان هذا هو المكان الذي يصبح فيه العيب أكثر وضوحًا. سوف يتسطح الأنبوب الذي لا يزال دافئًا ولينًا قليلاً عند المشبك. هذه مشكلة تبريد، وليست مشكلة القاطع.
حالة إنتاج شائعة: لا يكون وجه القطع خشنًا إلا عندما يتجاوز الخط سرعة معينة. يشك المشغل في جودة الذوبان أو تآكل الشفرة. ولكن المشكلة الحقيقية هي عدم تطابق التوقيت بين إشارة سرعة السحب ومشغل القاطع. عند السرعة المعتدلة، يكون خطأ التوقيت صغيرًا جدًا بحيث لا يهم. عند السرعة العالية، يكون المنتج قد تحرك أكثر بين الزناد والقطع، مما يخلق وجهًا مائلًا أو خشنًا. يعمل ضبط تأخير إشارة القاطع أو معايرة أداة التشفير على إصلاحه - لا حاجة لتغيير أي إعدادات في المنبع.
بالنسبة للمنتج المرن، غالبًا ما يعكس اللف السيئ التحكم في الشد ودرجة حرارة المنتج معًا. تحقق من أن المنتج بارد ومستقر الأبعاد قبل إلقاء اللوم على الملف وحده.
في حالة بقاء المنتج مقبولاً حتى خطوة المناولة النهائية، يجب فحص القاطع أو آلة التقطيع أو آلة اللف أولاً قبل تغيير إعدادات المنبع دون داعٍ.
7. خريطة تشخيصية من صفحة واحدة: العَرَض → المحطة المحتملة → الفحص الأول
هذا الجدول ليس ضمانًا لتشخيص سبب واحد. إنه مرجع للاستجابة الأولى - طريقة لجعل الخطوة الأولى أسرع وأكثر دقة قبل البدء في استكشاف الأخطاء وإصلاحها بشكل أعمق.
| العَرَض | المحطة الأكثر احتمالاً | الفحص الأول |
|---|---|---|
| شكل غير متماثل أو جدار غير مستوٍ عند مخرج القالب | القوالب/الأدوات | فحص توسيط القالب، وتوزيع التدفق، والتراكم عند الشفة |
| خطوط القالب (خطوط طولية على السطح) | القوالب/الأدوات | فحص سطح أرض القالب بحثًا عن وجود خدوش أو تلوث |
| الكسر الذائب أو جلد القرش | القوالب/الأدوات | التحقق من درجة حرارة الذوبان؛ تقليل سرعة الخط |
| انحراف OD أثناء التحجيم (خروج القالب يبدو جيدًا) | المعايرة | قراءة مقياس التفريغ؛ تحقق من وجود تسربات في التفريغ وحالة الختم |
| زوايا الملف الشخصي تنهار أو لا تملأ | المعايرة | تحقق من مستوى التفريغ، وتوزيع المياه، ومحاذاة مدخل المعايرة |
| علامات سحب السطح من داخل غلاف التحجيم الداخلي | المعايرة | افحص الأكمام من الداخل؛ تحقق من محاذاة مدخل المنتج |
| أنبوب بيضاوي/غير دائري بعد التحجيم | المعايرة | تحقق من حالة جلبة التحجيم والدعم والمحاذاة مع القالب |
| انحناء المنتج أو اعوجاجه أو التوائه أو التواءه بعد التبريد | التبريد | تحقق من درجة حرارة الماء وانتظام التدفق عبر الخزان |
| تبييض السطح أو علامات الإجهاد | التبريد | تقليل كثافة التبريد؛ رفع درجة حرارة الماء |
| تنجرف الأبعاد إلى أسفل خزان التبريد | التبريد | مقارنة قياسات الخزان القريب والخزان البعيد؛ التحقق من توزيع التدفق |
| المنتج لا يزال طرياً بعد خروج المنتج من المبرد | التبريد | تحقق من مستوى المياه، وتغطية الرش، وسرعة الخط مقابل قدرة التبريد |
| يظهر عدم الاستقرار فقط عند المخرجات الأعلى | التبريد | تقييم احتياطي التبريد: هل الخزان طويل بما يكفي للسرعة الحالية؟ |
| يتغير سُمك الجدار عند تغير سرعة السحب | السحب | تحقق من ثبات السرعة الفعلية؛ تحقق من ثبات الحزام/المسار |
| جدار رقيق جداً أو سميك جداً بشكل موحد | السحب | ضبط سرعة السحب بالنسبة لإخراج الطارد (وليس كليهما في آن واحد) |
| ينزلق المنتج، أو يصدر صوتاً أو تظهر عليه علامات الإمساك | السحب | افحص حالة الجر؛ اضبط ضغط التلامس |
| وجه القطع خشن أو مائل | القاطع | تحقق من حدة الشفرة؛ تحقق من إشارة مزامنة القطع |
| طول القطع غير متناسق | القاطع | تحقق من إشارة أداة التشفير ومعايرة عداد الطول |
| تشوه المنتج عند القطع (تسطيح الأنبوب) | التبريد → القاطع | تحقق من تبريد المنتج بالكامل قبل القطع؛ ثم تحقق من قوة المشبك |
| علامات اللف غير المستوية أو علامات الشد على المنتج المرن | كويلر | تحقق من التحكم في الشد؛ تحقق من أن المنتج بارد قبل لفه |
يمكن للمشغّلين طباعة هذا الجدول والاحتفاظ به بالقرب من الخط كمرجع للاستجابة الأولى.
الهدف من الخريطة ليس استبدال الحكم الهندسي. بل هو جعل الخطوة التشخيصية الأولى أكثر دقة وأسرع بكثير.
8. عندما تنطوي المشكلة على أكثر من محطة واحدة
لا ترتبط كل الأعراض بشكل واضح بمحطة واحدة. تتفاعل المحطات. يمكن أن ينتشر الخطأ من المنبع إلى المصب ويتضخم في كل خطوة.
8.1 الأنماط الشائعة متعددة المحطات
النمط أ - خطأ في المنبع، تضخيم في المصب:
- يُظهر مخرج القالب اختلالًا طفيفًا في سُمك الجدار - صغير بما يكفي ليبدو مقبولاً
- لا يمكن للمعايرة أن تعوض بشكل كامل - فالاختلال في التوازن يحبس
- يضبط التبريد المنتج مع عدم التوازن المدمج فيه
- يمدد السحب الجانب الرقيق أكثر من الجانب السميك
- عند القاطع، المشكلة واضحة - ولكنها بدأت في الخطوة 1
النمط B - تبريد غير كافٍ، تشوه في المصب:
- التبريد غير كافٍ - يخرج المنتج من الخزان وهو لا يزال دافئًا
- يسحب السحب بشكل طبيعي، ولكن المنتج الدافئ يتشوه تحت قوة السحب العادية
- عند القاطع، يتم تسطيح الأنبوب عند تثبيته عند القاطع
في كلتا الحالتين، يكون العرض المرئي في نهاية الخط، ولكن السبب الجذري يكون في أعلى الخط.
8.2 القاعدة الخاصة بالمشكلات متعددة المحطات
ابدأ دائماً من نهاية المنبع. افحص مخرج القالب أولاً. إذا كان المنتج مقبولاً هناك، انتقل إلى المعايرة. إذا كانت المعايرة جيدة، افحص التبريد. استمر في اتجاه المصب حتى تجد مكان ظهور العيب أولاً. أصلح تلك المحطة أولاً. ثم أعد فحص المصب.
تتفاعل المحطات، لكن التشخيص لا يزال يحتاج إلى محطة أولى. الإقرار بأن الخط عبارة عن نظام لا يعني أن عليك تعديل كل شيء دفعة واحدة. بل يعني أنه يجب عليك العثور على نقطة الفشل الأولى وإصلاحها قبل الانتقال إلى النقطة التالية. التشخيص المتسلسل أبطأ في كل خطوة ولكنه أسرع بكثير بشكل عام من التخمين المتوازي.
9. تشخيص المحطة أولاً، ثم ضبط المعلمة
يندرج منطق هذا الدليل بأكمله في خمس عبارات:
- لا تبدأ كل الأعراض من الطارد. فالعديد من مشكلات الإنتاج الأكثر عنادًا تنشأ في محطة واحدة من محطات المصب.
- تترك كل محطة من محطات المصب - القالب، والمعايرة، والتبريد، والسحب، والقاطع - نمط أعراض يمكن التعرف عليه.
- السؤال الأول هو: أين يظهر العيب لأول مرة؟
- السؤال الثاني هو: ما هي المحطة التي تمتلك هذا النمط العرضي؟
- عندها فقط يجب تعديل المعلمات - وفقط المعلمات التي تنتمي إلى تلك المحطة.
هذه الصفحة عبارة عن خريطة لاستكشاف الأعطال وإصلاحها، وليست موسوعة عيوب. لتشخيص أعمق لأنواع محددة من المشاكل، استخدم بقية سلسلة استكشاف الأعطال وإصلاحها هذه:
- استكشاف أخطاء البثق البلاستيك وإصلاحها: كيفية تشخيص مشاكل الخطوط بسرعة → إطار التشخيص من المستوى الأعلى
- [لماذا لا يقوم الطارد الخاص بي بالتغذية؟] → مشاكل التغذية وتسليم المواد
- [البقع السوداء والتلوث في البثق] → عزل مصدر التلوث
- تباين سُمك جدار البثق → مشاكل ثبات الأبعاد
في فريق استكشاف الأخطاء وإصلاحها المستقر، فإن أكبر موفر للوقت لا يكون غالبًا التخمين الأفضل، بل قاعدة منضبطة: حدد المحطة أولاً، ثم قم بتغيير الإعداد الذي يخص تلك المحطة بالفعل.
الأسئلة الشائعة
كيف يمكنني معرفة أي محطة على خط البثق تسبب المشكلة؟
امشِ من مخرج القالب إلى أسفل القالب وابحث عن المكان الذي يظهر فيه العيب لأول مرة. إذا كان المنتج خاطئًا بالفعل في القالب، فالمشكلة مرتبطة بالقالب. إذا كان يبدو مقبولاً عند مخرج القالب ولكنه يتغير أثناء التحجيم، فتحقق من محطة المعايرة أولاً. اتبع هذا المنطق محطة تلو الأخرى حتى تحدد مكان ظهور العيب.
هل يجب استكشاف الأخطاء وإصلاحها حسب المحطة أم حسب الأعراض؟
كلاهما يعمل، ولكن في حالات مختلفة. استخدم المحطة أولاً عندما تشتبه بالفعل في قسم معين من الخط أو تريد القيام بجولة منهجية. استخدم العرض أولاً عندما ترى عيبًا في المنتج ولكن ليس لديك أي فكرة عن مصدر العيب. يغطي هذا الدليل المحطة أولاً. للاطلاع على إطار عمل "الأعراض أولاً"، انظر استكشاف أخطاء البثق البلاستيك وإصلاحها: كيفية تشخيص مشاكل الخطوط بسرعة.
هل يمكن لمشكلة التبريد أن تبدو كمشكلة في النقل؟
نعم. إذا لم يتم تبريد المنتج بالكامل قبل الوصول إلى السحب، فقد يتشوه تحت قوة السحب العادية - علامات السطح أو تغير الأبعاد أو التسطيح. تحقق دائمًا من درجة حرارة المنتج عند مدخل السحب قبل ضبط قوة الشد أو السرعة.
ماذا لو كانت المشكلة تأتي من أكثر من محطة واحدة؟
ابدأ من الطرف العلوي. افحص مخرج القالب أولاً. إذا كان المنتج معيبًا بالفعل هناك، فلن يساعد إصلاح محطات المصب. اعمل في طريقك في اتجاه المصب حتى تجد مكان إدخال العيب. أصلح نقطة العطل الأولى قبل الانتقال إلى النقطة التالية.
كم مرة يجب فحص المحطات النهائية أثناء الإنتاج العادي؟
يجب فحص القالب والمعايرة عند بدء التشغيل وبعد أي تغيير في الأدوات. يجب مراقبة درجة حرارة مياه التبريد ومستواها بشكل مستمر أو على فترات منتظمة. يجب التحقق من سرعة السحب والقبضة عند بدء التشغيل وبعد تغيير السرعة. يجب التحقق من حالة شفرة القاطع يوميًا أو في كل وردية، اعتمادًا على كشط المواد وحجم الإنتاج.
هل تحتاج إلى مساعدة في تحديد المحطة التي تسبب المشكلة؟
صِف العَرَض الرئيسي الذي تراه، ومتى يظهر، وأين على طول الخط الذي لاحظته لأول مرة. يمكننا مساعدتك في تضييق نطاق المحطة وإرشادك نحو الفحص الأول الصحيح.
إذا كان الخط يُظهر عدم استقرار أوسع نطاقاً خارج محطة واحدة، راجع استكشاف أخطاء البثق البلاستيك وإصلاحها: كيفية تشخيص مشاكل الخطوط بسرعة.
استكشف المواضيع
تصفية حسب المواصفات
هل لديك أسئلة فنية؟
فريقنا الهندسي جاهز لمساعدتك في عملية البثق أو تكوين الماكينة.

جيسون شين
جيسون هو مؤسس شركة Jinxin Extruder ومهندس مخضرم يتمتع بخبرة عملية تزيد عن 20 عامًا في مجال الماكينات البلاستيكية.
بدأ مسيرته المهنية في الورشة وأتقن كل التفاصيل الفنية - من الأسلاك الكهربائية إلى استكشاف الأخطاء وإصلاحها المعقدة.
واليوم، يشرف شخصياً على عمليات الفحص النهائية، مما يضمن أن كل ماكينة يتم تصنيعها بخبرة فنية عميقة وموثوقية تم اختبارها ميدانياً.
مزيد من القراءة
عرض أسعار خط البثق: ما يتضمنه وما يجب التحقق منه قبل الشراء
هل تقارن بين عروض أسعار خطوط البثق؟ استخدم هذه القائمة المرجعية لنطاق التوريد لمعرفة ما هو مشمول وما هو مستبعد عادةً وما هو...مبادل غربال البثق وترشيح الذوبان: كيفية تقليل التلوث وتذبذب الضغط
دليل عملي لمبدلات الغربال في بثق البلاستيك - كيف يتحكم الترشيح بالذوبان في التلوث، ولماذا تتسبب تغييرات الغربال في الضغط...




