
لماذا لا يقوم الطارد الخاص بي بالتغذية؟ الأسباب الشائعة والإصلاحات
ليدي
عندما يكون الطارد لا يغذي الطارد, فإن رد الفعل الطبيعي غالبًا ما يكون زيادة سرعة البرغي، أو رفع درجة حرارة البرميل، أو محاولة دفع المواد بالقوة. وفي معظم الحالات، يؤدي ذلك إلى تفاقم المشكلة.
إذا كان البرغي يدور ولكن لا تتحرك المادة إلى الأمام إلا قليلاً أو لا تتحرك أي مادة إلى الأمام، فإن المشكلة الحقيقية عادةً لا تكمن في نقص القوة. بل إن النقل الصلب العادي قد تعطل في مكان ما بين القادوس وقسم التغذية.
ولهذا السبب الطارد لا يغذي الطارد يجب تشخيص المشاكل بالترتيب، وليس بالتخمين. ابدأ من خارج الماكينة، ثم تحرك إلى الداخل - القادوس أولاً، ثم حلق التغذية ثانيًا، ثم المادة ثالثًا، ثم الأسباب الميكانيكية أخيرًا.
ستتعلم في هذه المقالة:
- كيف يبدو فشل التغذية في الواقع وسبب اختلافه عن انخفاض الإخراج أو الارتفاع المفاجئ في الإنتاج
- كيفية التأكد من أنها مشكلة تغذية بالفعل قبل لمس أي إعدادات
- فحوصات القادوس الخارجية الثلاثة التي تستبعد أبسط الأسباب في أقل من دقيقة
- لماذا يعد ارتفاع درجة حرارة حلق التغذية السبب الوحيد الأكثر شيوعاً لفشل التغذية - وكيفية التأكد من ذلك
- كيف يمكن لخصائص المواد - الرطوبة، والشكل، والمواد المضافة - أن تجعل البرغي الذي يعمل بشكل صحيح غير قادر على السحب
- متى تشك في وجود تآكل ميكانيكي مقابل مشكلة في العملية أو المادة
- ما يجب ألا تفعله أبدًا عند عدم تغذية الطارد
- تسلسل تشخيصي متكرر وعادات وقائية قابلة للتكرار تقلل من حالات فشل التغذية
1. كيف يبدو “عدم تغذية الطارد” في الواقع
قبل استكشاف الأخطاء وإصلاحها، من المفيد تحديد المشكلة بوضوح.
من الناحية العملية، قد يصف المشغلون نفس المشكلة بطرق مختلفة:
- المسمار يدور ولكن لا يخرج أي ذوبان
- الإخراج ضعيف أو متقطع
- تبدأ الماكينة في العمل، ثم تفقد التغذية
- يبدو أن البرغي يدور دون سحب المواد
- الطارد “يعمل فارغًا”
تشير جميع هذه الأعراض إلى حالة أساسية واحدة: المواد لا تدخل أو تتحرك عبر قسم التغذية بشكل صحيح.
وغالبًا ما تظهر مشكلة تغذية حقيقية مع انخفاض أو عدم استقرار الإنتاج، أو انخفاض ضغط الذوبان، أو انخفاض حمل المحرك، أو ارتفاع التفريغ، أو وجود قادوس يبدو ممتلئًا من الأعلى بينما الحلق بالأسفل متعطش بالفعل.
هذا التمييز مهم. إذا كانت المشكلة في الحقيقة هي فشل في التغذية، فلن يساعد تعديل درجة حرارة القالب أو سرعة السحب. يكمن السبب الجذري في المنبع - في القادوس أو حلق التغذية أو المادة نفسها - ومن هنا يجب أن يبدأ التشخيص.
الحصول على هذا التمييز الصحيح يوفر الوقت. إذا كان الإخراج موجودًا ولكنه منخفض، أو إذا كان ضغط الذوبان مرتفعًا وليس منخفضًا، فقد تكون المشكلة في التقييد في اتجاه مجرى التيار وليس في فشل التغذية. افحص الإخراج وضغط الذوبان وحمل المحرك أولاً. تأكد من أن المشكلة تتعلق حقًا بعدم دخول المواد إلى البرغي، وليس بشيء يسد المخرج.
2. ابدأ من الخارج: استبعد أبسط الأسباب أولاً
قبل افتراض وجود مشكلة داخلية خطيرة في الماكينة، تحقق من الأسباب الخارجية الأكثر وضوحًا. هذه هي المسؤولة عن حصة كبيرة من أعطال التغذية وتستغرق أقل من دقيقة للتحقق منها.
2.1 هل توجد مواد كافية في القادوس؟
يبدو الأمر أساسيًا، ولكن يجب أن يكون دائمًا أول فحص. يمكن أن يؤدي انخفاض مستوى المواد أو إعادة التعبئة غير المتناسقة أو انقطاع النقل من المنبع إلى حدوث مجاعة مؤقتة. في عمليات الإنتاج الطويلة - خاصةً مع القواديس غير الشفافة أو اللوادر الأوتوماتيكية - لا يدرك المشغلون أحيانًا أن إمدادات المواد قد نفدت.
لا تنظر فقط إلى الجزء العلوي من القادوس. تأكد من أن المواد تصل بالفعل إلى منطقة المخرج.
2.2 هل البوابة المنزلقة أو صمام الإغلاق مفتوح؟
إذا كان القادوس يحتوي على بوابة منزلقة أو لوحة إغلاق أو صمام، فتأكد من أنها مفتوحة بالكامل. أثناء التنظيف أو تغيير المواد أو الصيانة، يتم إغلاق هذه البوابة. قد لا تزال البوابة المغلقة جزئيًا تسمح بمرور بعض المواد، مما قد يؤدي إلى ظهور أعراض مربكة مثل الإخراج المتقطع بدلاً من التوقف التام.
لا تعتمد على الذاكرة. تحقق فعلياً من موضع البوابة.
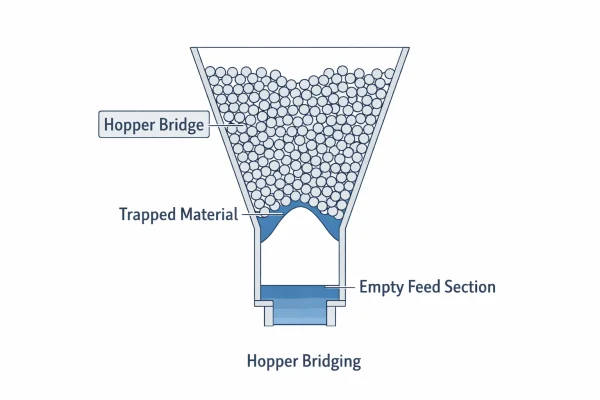
2.3 هل النطاط هوبر التجسير؟
يعد سد القادوس أحد الأسباب الأكثر شيوعًا لتوقف الطارد عن التغذية. تشكل المادة قوسًا أو “جسرًا” في الجزء المدبب من القادوس، بحيث يبقى الراتنج في القادوس ولكنه لا يسقط في البرغي.
وهذا أمر شائع بشكل خاص مع إعادة الطحن غير المنتظم، والرقائق الرقيقة، والخلطات ذات المسحوق الثقيل، والمواد المغبرة، والمواد الأولية منخفضة الكثافة السائبة.
تشمل العلامات النموذجية ما يلي:
- يبدو أن القادوس يحتوي على المواد، ولكن الإنتاج ينخفض بشكل حاد
- يعود التدفق لفترة وجيزة بعد اضطراب القادوس
- تصبح التغذية غير مستقرة عند زيادة نسبة الترجيع
- يحدث التجويع بشكل متكرر على الرغم من أن القادوس ليس فارغًا
حل سريع: اكسر الجسر يدوياً بقضيب نظيف. لا تستخدم الأدوات المعدنية التي يمكن أن تلحق الضرر بالقادوس أو تلوث المادة.
إصلاح طويل الأجل: تقليل المحتوى الدقيق، وتحسين اتساق المواد، وتحسين هندسة القادوس (زاوية مخروطية أكثر انحدارًا أو فتحة حلق أكبر)، أو تركيب هزاز أو أداة تقليب للقادوس إذا كان التطبيق يتطلب ذلك.
ما نراه في الإنتاج: أثناء بدء التشغيل، لا تظهر مشاكل التجسير أبدًا تقريبًا مع الكريات البكر الطازجة. بل تظهر بعد أسابيع عندما يبدأ العميل في المزج في الكريات المعاد طحنها أو يتحول إلى هندسة كريات مختلفة. إذا كنت تخطط لاستخدام إعادة الطحن بانتظام، فاختبر نسبة الخلط في القادوس أثناء الإعداد الأولي - وليس بعد الالتزام بأهداف الإنتاج بالفعل.
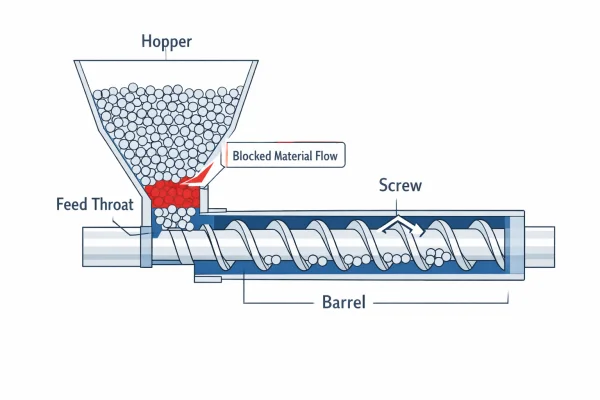
3. حلق التغذية: مكان حدوث معظم حالات فشل التغذية في الواقع
إذا لم يكن القادوس فارغًا، وكانت البوابة مفتوحة، ولم يتم سد المادة بشكل واضح، فإن المكان التالي الذي يجب فحصه هو حلق التغذية - المنطقة الانتقالية حيث تسقط الكريات من القادوس إلى القناة اللولبية. في العديد من مشاكل البثق أحادي اللولب, هذه هي المنطقة الأكثر أهمية.
لا يعمل قسم التغذية بشكل صحيح إلا عندما تظل الكريات في حالة صلبة لفترة كافية ليتم الإمساك بها ونقلها إلى الأمام بواسطة البرغي. تقوم آلات البثق أحادية اللولب بنقل المواد من خلال الاحتكاك: يعتمد البرغي على اختلاف الاحتكاك بين واجهة الكريات إلى جدار البرميل وواجهة الكريات إلى جذر البرغي. آلية السحب الاحتكاكية هذه هي أساس النقل الصلب أحادي اللولب - للاطلاع على معالجة تقنية مفصلة، انظر هذه الدراسة مفتوحة الوصول حول سلوك نقل المواد الصلبة في آلات البثق أحادية اللولب. إذا كانت المادة لينة في وقت مبكر جدًا، تنهار آلية الاحتكاك هذه - تتوقف الكريات عن التصرف مثل مادة صلبة تتدفق بحرية وتبدأ في الالتصاق بدلاً من ذلك.
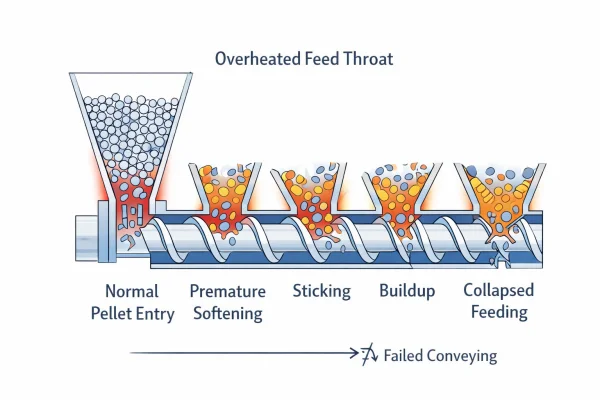
3.1 هل ترتفع درجة حرارة حلق التغذية؟
هذا هو أحد الأسباب الأكثر شيوعًا والأكثر تجاهلًا لحالات عدم التغذية.
إن حلق التغذية هو الجزء الوحيد من ماسورة الطارد الذي يتطلب التبريد النشط. وهي مصممة لتبقى باردة بما فيه الكفاية بحيث تبقى الكريات صلبة أثناء دخولها إلى البرغي. إذا كانت مياه التبريد غير كافية أو مسدودة أو دافئة للغاية أو غير مستقرة، يمكن أن تبدأ المواد في التليين أو الذوبان الجزئي في منطقة الحلق.
وبمجرد حدوث ذلك، يمكن أن تفشل التغذية بسرعة. الآلية بسيطة:
- تصل المادة إلى الحلق المحموم أو منطقة جذر البرغي
- تبدأ الكريات في التليين مبكرًا جدًا
- تلتصق المادة المخففة بالسطح المعدني بدلاً من دفعها إلى الأمام
- تتراكم طبقة من البلاستيك شبه المصهور، مما يؤدي إلى غلق فتحة التغذية بشكل فعال
- لا يمكن أن تسقط المواد الطازجة بعد الآن - يدور البرغي، ولكن ينهار النقل الفعال
وغالبًا ما يبدو هذا كما يلي: يتغذى الطارد بشكل طبيعي عند بدء التشغيل، ثم يتضور جوعًا تدريجيًا؛ وتصبح التغذية غير مستقرة أثناء التشغيلات الأطول؛ وتكون إعادة التشغيل بعد توقف قصير صعبة؛ وتؤدي زيادة درجة الحرارة إلى تفاقم المشكلة بدلًا من تحسنها.
إذا كان هذا هو السبب، فإن الإجراء الأول هو عدم رفع الحرارة أكثر من ذلك. بل هو فحص نظام تبريد حلق التغذية على الفور.
تشمل أعطال التبريد الشائعة ما يلي:
- صمام إمداد مياه التبريد مغلق جزئيًا أو مغلق عن طريق الخطأ
- تراكم الترسبات الكلسية أو الطحالب داخل قنوات مياه التبريد (شائع بشكل خاص في الصيف أو في المناطق ذات المياه العسرة)
- تعطل مضخة مياه التبريد أو انخفاض التدفق من نظام مشترك
- عطل في منظم الحرارة أو صمام الملف اللولبي
من الأخطاء الشائعة افتراض أن “توصيل المياه” يعني “التبريد يعمل”. هذان ليسا نفس الشيء. تحقق من معدل التدفق الفعلي للمياه، وحالة الخرطوم، ودرجة حرارة مياه المدخل، وما إذا كان التبريد يصل بالفعل إلى جسم الحلق.
ما نتحقق منه خلال FAT قبل كل شحنة، نتحقق من تدفق مياه التبريد في حلق التغذية ودرجة الحرارة أثناء اختبار الإنتاج بالحمل الكامل. نقوم بتسجيل درجة حرارة مياه التبريد الأساسية ومعدل التدفق كجزء من مجموعة المعلمات التي يتم تسليمها مع الخط. إذا فشل تبريد الحلق بعد أشهر، يمكن للعميل مقارنة الظروف الحالية بهذه القيم الموثقة لتحديد الانحراف بسرعة.
3.2 هل حلق التغذية مسدود جسدياً؟
أقل شيوعًا من السخونة الزائدة، ولكنها تستحق الفحص: انسداد مادي في فتحة التغذية.
يمكن أن يكون الحلق مسدودًا بمواد متدهورة من عملية تشغيل سابقة، أو كتل متفحمة أو تلوث غريب أو دقيقات مضغوطة أو بقايا مواد التطهير أو شظايا معدنية.
إذا كان هناك انسداد مادي، لا تستمر في إجبار الماكينة. قم بإيقاف التشغيل بأمان، وقم بتبريدها وفقًا للإجراء المتبع، وفحص المنطقة بشكل صحيح. غالباً ما تؤدي المحاولات المتكررة للدفع من خلال الانسداد إلى زيادة صعوبة التنظيف وزيادة خطر التلف.
يعد تركيب مصيدة مغناطيسية فوق حلق التغذية إجراء وقائي جيد ضد التلوث المعدني.
عند تنظيف التراكمات القديمة أو بقايا التطهير، انظر [كيفية تنظيف برغي الطارد وماسورة البثق بشكل صحيح].
4. عندما تكون المشكلة في المادة وليس الآلة
إذا كان كل من القادوس والحلق نظيفين وكان التبريد طبيعيًا، فقد لا تكون المشكلة ميكانيكية على الإطلاق. قد تكون المشكلة في المادة.
4.1 هل المادة رطبة جدًا؟
لا تتسبب المواد الرطبة دائمًا في عدم التغذية الكاملة، ولكنها يمكن أن تساهم بالتأكيد في عدم استقرار التغذية، والارتفاع المفاجئ، والالتصاق، وسلوك النقل السيئ - خاصةً مع الراتنجات الحساسة للرطوبة.
تقلل الرطوبة على أسطح الكريات من الاحتكاك الفعال بين الكريات والمعدن. في عملية البثق، يمكن أن تسبب الرطوبة أكثر من عيوب السطح. كما يمكن أن تغير أيضًا من سلوك المادة في قسم التغذية، خاصةً إذا كان من المفترض أن يكون الراتنج جافًا ولكنه يدخل إلى الماكينة في حالة غير متناسقة.
هذا هو الأرجح عندما:
- الراتنج مسترطب (PC، PMMA، نايلون، TPU)
- ظروف التجفيف غير مستقرة أو وقت التجفيف قصير جدًا
- تعرض المادة للهواء المحيط بعد تجفيفها.
- يتم خلط المعاد طحنه دون التحكم في الرطوبة
إذا كانت المادة تتطلب التجفيف، لا تتعامل مع ذلك على أنه مشكلة جودة بسيطة. إنه جزء من التحكم المستقر في العملية. للحصول على نظرة عامة عملية على معلمات التجفيف - بما في ذلك درجة الحرارة وتدفق الهواء ونقطة الندى والوقت - انظر أساسيات تجفيف الراتينج في تكنولوجيا البلاستيك.
عندما تكون المشكلة مادية وليست آلية: أبلغ أحد العملاء الذي يقوم بتشغيل أنابيب البولي إيثيلين البولي إيثيلين عن أعطال متقطعة في التغذية كل صباح خلال موسم الرياح الموسمية. كان الطارد على ما يرام. كانت المشكلة تكمن في أن الكريات الموجودة في القادوس المفتوح خلال الليل تمتص رطوبة كافية من الهواء الرطب لتقليل الاحتكاك في قسم التغذية. كان الحل بسيطًا: تغطية القادوس وتجفيف المواد مسبقًا قبل المناوبة الصباحية. لم تكن هناك حاجة إلى إصلاح ميكانيكي.
للحصول على شرح أعمق، انظر [لماذا يهم تجفيف الراتنج].
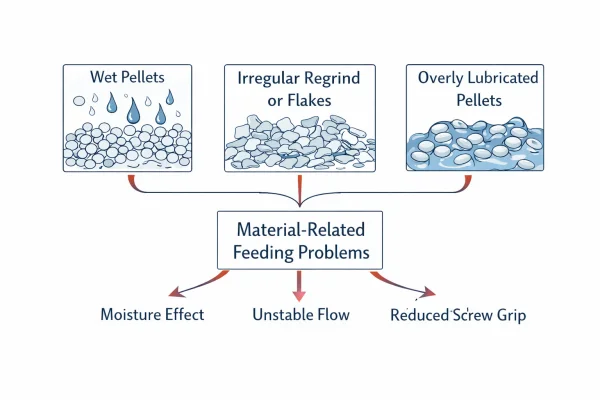
4.2 هل الشكل المادي صعب النقل؟
تتغذى آلات البثق أحادية اللولب بشكل أفضل عندما يتطابق شكل المادة مع ما تم تصميم البرغي ونظام القادوس للتعامل معه. قسم تغذية البرغي مصمم هندسيًا لمجموعة محددة من أحجام وأشكال الحبيبات.
تصبح المشاكل أكثر احتمالاً عند التحول من الكريات الأسطوانية القياسية إلى:
- طحن رقيق أو قطع كبيرة غير منتظمة
- رقائق فيلم خفيفة للغاية ذات كثافة سائبة منخفضة
- خلطات غنية بالمساحيق التي تهوي بدلاً من أن تتدفق
- مواد وسيطة معاد تدويرها مختلطة الحجم
قد لا تسقط مواد التغذية هذه بشكل متسق أو تتراص بشكل متساوٍ أو تبني قاعًا صلبًا مستقرًا في القناة اللولبية. قد يستمر الطارد في العمل، ولكن التغذية تصبح غير منتظمة وأكثر حساسية للتغيرات الصغيرة.
إصلاح: بالنسبة للاستخدام العرضي لإعادة الطحن، غالبًا ما يؤدي المزج مع الكريات البكر (عادةً 70/30 أو 80/20) إلى استعادة التغذية المستقرة. للتبديل الدائم إلى المسحوق أو الرقائق، قد تحتاج إلى تغيير هندسة البرغي - يمكن أن يساعد في ذلك قسم تغذية أعمق أو بطانة ماسورة تغذية محززة. استشر مورد المعدات قبل إجراء هذا التغيير.
4.3 هل المادة زلقة للغاية؟
تعتمد التغذية أحادية اللولب على توازن الاحتكاك. إذا كانت المادة تحتوي على مواد تشحيم خارجية زائدة (الشموع والستيرات)، أو كانت حالة سطحها غير عادية، أو كانت تتصرف بشكل زلق للغاية في منطقة التغذية، فقد يدور البرغي دون إنشاء نقل أمامي قوي.
هذا الأمر أقل شيوعًا من سد الجسر أو ارتفاع درجة حرارة الحلق، ولكنه يحدث - خاصةً بعد تغيير التركيبة.
دليل مفيد: يبدو أن المواد تصل إلى البرغي، ومع ذلك يظل الإخراج ضعيفًا وغير مستقر دون وجود انسداد واضح. قد تبدو الكريات زيتية أو شمعية على السطح.
إصلاح: مراجعة التركيبة. قلل جرعة مادة التشحيم الخارجية إن أمكن. إذا تم شراء المادة مركبة مسبقًا، اتصل بالمورّد - قد تكون المشكلة في اختلاف الدفعة.
5. متى تشتبه في وجود مشاكل لولبية أو ميكانيكية
يجب النظر في الأسباب الميكانيكية - ولكن ليس مبكراً جداً. فغالباً ما يتم إلقاء اللوم عليها قبل فحص الأسباب الأبسط بشكل صحيح.
5.1 هل البرغي مهترئ؟
قد يفقد البرغي البالي قدرته على الإمساك بالمواد وضغطها وتحريكها بكفاءة. على مدار آلاف الساعات، تتآكل المواد الكاشطة (المركبات المملوءة بالزجاج، والبلاستيك المملوء بالمعادن، والمواد المعاد تدويرها مع الملوثات) تدريجيًا في رحلات البرغي اللولبية. مع تناقص القطر الخارجي للرحلة، يزداد الخلوص بين الرحلة وجدار البرميل، وتتسرب المواد التي يجب دفعها إلى الأمام بدلاً من ذلك إلى الخلف فوق الرحلات.
عادةً ما يتسبب تآكل البرغي في حدوث انخفاض تدريجي وليس حدث عدم تغذية مفاجئ. وهذا تمييز مهم.
تشمل العلامات التي تشير إلى التآكل ما يلي:
- انخفض الإنتاجية بمرور الوقت
- أصبح من الصعب تشغيل الماكينة باستمرار
- تتسبب الاختلافات الصغيرة في المواد في حدوث تغيرات في المخرجات أكبر من ذي قبل
- أمبيرية المحرك أقل من خط الأساس التاريخي عند نفس عدد الدورات في الدقيقة
- الخط المستخدم لمعالجة نفس المادة بسهولة أكبر
ما العمل قم بقياس طول رحلة البرغي العمودي ومعرف تجويف الماسورة. قارن بالمواصفات الأصلية (يجب توثيقها في سجلات المعدات). إذا تجاوز الخلوص الحد الموصى به من الشركة المصنعة، يلزم استبدال البرغي و/أو الماسورة.
التآكل الميكانيكي عملية بطيئة. إذا ظهر فشل التغذية فجأة على خط كان يعمل بشكل جيد بالأمس، فمن شبه المؤكد أن التآكل ليس السبب. انظر إلى التفسيرات الأبسط أولاً.
5.2 هل هناك عدم تطابق بين البرغي والمادة؟
في بعض الأحيان لا يتلف البرغي. فهو ببساطة لا يتوافق بشكل جيد مع المادة الأولية المستخدمة.
قد يعاني المسمار اللولبي المصمم للكريات العادية مع المواد ذات الكثافة السائبة المنخفضة جدًا، أو التركيبات الثقيلة المسحوق، أو المدخلات المعاد تدويرها غير المنتظمة. في هذه الحالة، لا تكمن المشكلة في خطأ المشغل. بل إن هندسة البرغي لم تعد مناسبة لسلوك المادة.
يجب الاشتباه في ذلك عندما:
- بدأت مشاكل التغذية بعد تغيير نوع المادة
- تقوم الماكينة بتشغيل بعض المواد بشكل جيد دون غيرها
- فحوصات القادوس والحلق طبيعية ولكن لا يزال النقل غير مستقر
- لا تعمل العملية إلا بعد التدخل اليدوي المفرط
عند هذه النقطة، قد يكون من الضروري مراجعة تصميم البرغي مع صانع الماكينة أو مهندس المعالجة.
6. ما لا يجب عليك فعله
عندما لا يتغذى الطارد، فإن العديد من ردود الفعل الشائعة تجعل الوضع أسوأ بدلاً من أن يكون أفضل.
لا تقم بزيادة درجة حرارة البرميل بشكل أعمى. إذا كان التليين المبكر في الحلق هو المشكلة، فإن زيادة الحرارة تزيد من الالتصاق وتقلل من التغذية أكثر.
لا تستمر في زيادة سرعة البرغي. لا يصبح المسمار اللولبي المتضور جوعاً سليماً لمجرد أنه يدور بسرعة أكبر. في بعض الحالات، تؤدي السرعة الأعلى إلى تفاقم عدم الاستقرار.
لا تفترض أن القالب أو القسم السفلي هو المشكلة الرئيسية. إذا كان البرغي لا يستقبل المواد بشكل صحيح، فإن التعديلات النهائية تصرف الانتباه فقط عن السبب الحقيقي.
لا تقفز مباشرة إلى “المسمار سيء”.” غالبًا ما يكون هذا الاستنتاج مكلفًا وسابقًا لأوانه في كثير من الأحيان. استبعد مشاكل القادوس والحلق والمواد أولاً.
7. تسلسل عملي لاستكشاف الأعطال وإصلاحها
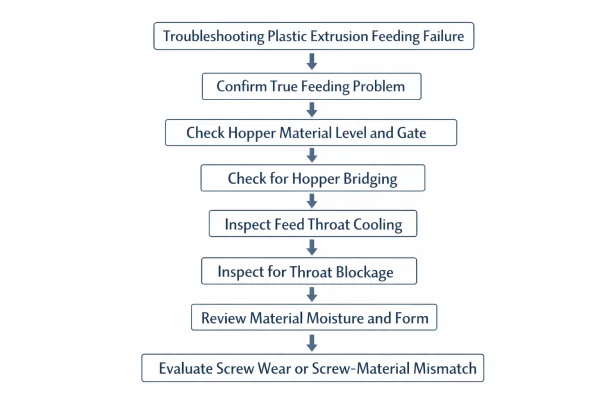
عند عدم تغذية الطارد، استخدم هذا الترتيب:
الخطوة 1: تأكد من أنها مشكلة تغذية بالفعل. افحص الخرج وضغط الذوبان وحمل المحرك. تأكد من أن هذا ليس تقييدًا في المصب بشكل أساسي.
الخطوة 2: تحقق من أساسيات القادوس. تأكد من مستوى المواد، وموضع البوابة، وما إذا كان هناك تجسير.
الخطوة 3: افحص حلق التغذية. ركز على التبريد والتليين والالتصاق والانسداد الجسدي.
الخطوة 4: تحقق من المواد. مراجعة حالة الرطوبة، ونسبة إعادة الطحن، والمحتوى الدقيق، وشكل المادة، وخصائص السطح.
الخطوة 5: تحقق من الجانب الميكانيكي. بعد الخطوات المذكورة أعلاه فقط يجب الانتقال إلى تآكل البرغي أو تاريخ الانسداد أو عدم تطابق البرغي مع المادة.
هذا الترتيب عملي لأنه يبدأ بالأسباب الأكثر شيوعًا والأسهل في الإصلاح. في كل خطوة، إذا كانت الإجابة نعم، قم بإصلاحها واختبرها. إذا كانت الإجابة لا، انتقل إلى الخطوة التالية. لا تتخطى إلى الأمام.
8. كيفية منع مشاكل التغذية قبل أن تتوقف عن الإنتاج
أفضل طريقة لتقليل حالات فشل التغذية هي التعامل معها على أنها مشكلة في النظام، وليس على أنها سوء حظ عشوائي.
تشمل الإجراءات الوقائية المفيدة ما يلي:
- راقب أداء تبريد حلق التغذية كجزء من الفحص اليومي لبدء التشغيل - تأكد من تدفق المياه، وليس فقط التوصيل للحصول على نهج منظم للفحوصات اليومية والأسبوعية والشهرية - بما في ذلك التحقق من تبريد حلق التغذية - انظر [قائمة فحص الصيانة اليومية والأسبوعية والشهرية لماكينات البثق].
- حافظ على نظافة القادوس ومناطق الحلق؛ افحص بعد كل تغيير للمواد
- تقليل الغرامات الزائدة في إعادة الطحن قبل المزج
- التحكم في تجفيف الراتنج بشكل صارم للمواد المسترطبة - تعامل معه على أنه تحكم في العملية وليس تفضيل الجودة
- سجل المواد التي تميل إلى التجسير أو الارتفاع المفاجئ، وبأي نسب
- تتبع الانخفاض التدريجي في الإنتاجية الذي قد يشير إلى التآكل
- تجنب التغييرات غير المنضبطة في نسبة الترجيع أو شكل المادة أثناء الإنتاج
عادةً ما يكون للخط الذي لا يتغذى في بعض الأحيان سبب قابل للتكرار. وتكمن المشكلة في كثير من الأحيان في أن أحداً لم يوثق الظروف بوضوح كافٍ لرؤية النمط.
ما نوصي به جميع العملاء الجدد أثناء التشغيل التجريبي، نقوم بتسجيل مجموعة كاملة من معلمات خط الأساس - بما في ذلك درجة حرارة مياه التبريد الحلقية، ومعدل التدفق، وقوة التيار الكهربائي للمحرك في حالة مستقرة. وتصبح هذه الأرقام هي النقطة المرجعية. عندما تظهر مشاكل التغذية بعد أشهر، فإن مقارنة الظروف الحالية بخط الأساس عادةً ما تحدد الانحراف في غضون دقائق.
الأسئلة الشائعة
السؤال 1: لماذا يدور برغي الطارد الخاص بي ولكنه لا يسحب المواد؟
الأسباب الأكثر شيوعًا هي انسداد القادوس، أو ارتفاع درجة حرارة حلق التغذية، أو انسداد الحلق، أو المواد الرطبة أو غير المتناسقة، أو سوء تطابق البرغي مع المادة. ابدأ بفحص القادوس وحلق التغذية قبل افتراض حدوث عطل ميكانيكي داخلي.
س2: هل يمكن أن توقف درجة حرارة حلق التغذية الطارد عن التغذية؟
نعم، إذا أصبح حلق التغذية ساخنًا جدًا، يمكن أن تلين الكريات مبكرًا جدًا وتلتصق بدلاً من أن تتحرك بحرية في البرغي. هذا هو أحد الأسباب الأكثر شيوعًا والأكثر تجاهلًا لفشل التغذية.
س3: هل يمكن أن يسبب البلاستيك الرطب مشاكل في التغذية بالبثق؟
نعم. يمكن أن تساهم المواد الرطبة في النقل غير المستقر، والارتفاع المفاجئ، والالتصاق، وسلوك المعالجة غير المتناسق، خاصةً مع الراتنجات الحساسة للرطوبة مثل PC وPMMA والنايلون وTPU.
س4: هل يجب زيادة سرعة البرغي إذا كان الطارد لا يقوم بالتغذية؟
عادةً لا. إذا كانت المادة لا تدخل أو تنقل بشكل صحيح، فغالبًا ما تؤدي زيادة سرعة اللولب إلى تفاقم عدم الاستقرار بدلاً من إصلاح السبب الجذري.
س5: متى يجب أن أشك في تآكل البراغي؟
اشتبه في تآكل البرغي اللولبي عند انخفاض الأداء تدريجيًا بمرور الوقت، خاصةً مع المواد الكاشطة أو الملوثة. غالبًا ما يحدث فشل التغذية المفاجئ بسبب مشاكل في القادوس أو الحلق أو المواد.
هل تحتاج إلى مساعدة في تشخيص خطك؟
إذا كنت قد اتبعت هذا التسلسل واستمرت مشكلة التغذية، فقد تكون هناك عملية أعمق أو عدم تطابق في الأجهزة يتطلب تقييماً عملياً. قم بوصف العَرَض الرئيسي، ومتى يظهر، وما هي الفحوصات التي قمت بإكمالها بالفعل. يمكننا مساعدتك في تضييق نطاق السبب وتحديد المسار التصحيحي الصحيح.
إذا كان الخط يظهر عدم استقرار أوسع نطاقاً يتجاوز التغذية وحدها، انظر [استكشاف أخطاء البثق البلاستيك وإصلاحها: كيفية تشخيص مشاكل الخطوط بسرعة].
استكشف المواضيع
تصفية حسب المواصفات
هل لديك أسئلة فنية؟
فريقنا الهندسي جاهز لمساعدتك في عملية البثق أو تكوين الماكينة.

جيسون شين
جيسون هو مؤسس شركة Jinxin Extruder ومهندس مخضرم يتمتع بخبرة عملية تزيد عن 20 عامًا في مجال الماكينات البلاستيكية.
بدأ مسيرته المهنية في الورشة وأتقن كل التفاصيل الفنية - من الأسلاك الكهربائية إلى استكشاف الأخطاء وإصلاحها المعقدة.
واليوم، يشرف شخصياً على عمليات الفحص النهائية، مما يضمن أن كل ماكينة يتم تصنيعها بخبرة فنية عميقة وموثوقية تم اختبارها ميدانياً.
مزيد من القراءة
عرض أسعار خط البثق: ما يتضمنه وما يجب التحقق منه قبل الشراء
هل تقارن بين عروض أسعار خطوط البثق؟ استخدم هذه القائمة المرجعية لنطاق التوريد لمعرفة ما هو مشمول وما هو مستبعد عادةً وما هو...مبادل غربال البثق وترشيح الذوبان: كيفية تقليل التلوث وتذبذب الضغط
دليل عملي لمبدلات الغربال في بثق البلاستيك - كيف يتحكم الترشيح بالذوبان في التلوث، ولماذا تتسبب تغييرات الغربال في الضغط...




